Фотополимерные 3D-принтеры: SLA vs. DLP vs. MSLA vs. LCD
За последнее десятилетие технологический прогресс сделал фотополимерную 3D-печать одним из передовых методов производства высокодетализированных 3D-печатных деталей для быстрого прототипирования, оснастки, производственных вспомогательных средств и даже конечных изделий благодаря высокой точности, скорости печати, широкому диапазону материалов и изотропным механическим свойствам.
Поскольку производители смоляных 3D-принтеров представили инновации в области аппаратного обеспечения, программного обеспечения и науки о материалах, были разработаны различные типы процессов смоляной 3D-печати.
Много лет два основных типа смоляных 3D-принтеров широко определялись как Stereolithography (SLA) и Digital Light Processing (DLP). Недавно были представлены подвиды этих технологий, включая печать на жидкокристаллических дисплеях (LCD) и Masked Stereolithography (MSLA).
Хотя все эти технологии смоляной 3D-печати когда-то были сложными и дорогими, сегодняшние компактные настольные смоляные 3D-принтеры могут производить детали промышленного качества по доступной цене и с превосходными механическими и эстетическими свойствами.
Это руководство охватит детали и преимущества каждого типа процесса смоляной 3D-печати, а также обсудит их стоимость и области применения, где каждый тип принтера может показать наилучшие результаты.
Что такое SLA 3D-печать?
Традиционные SLA-принтеры были построены вокруг больших ванн, заполненных жидкой смолой, где верхний слой селективно отверждался лазером, расположенным над резервуаром. Эти системы были большими, запредельно дорогими и требовали сложной инфраструктуры, ограничивая их использование такими компаниями, как Fortune 500.
Formlabs представила инвертированную стереолитографическую 3D-печать в 2011 году с Form 1. При инвертированном процессе SLA источник света (лазер в Form 1) отверждает поперечное сечение детали через резервуар со прозрачным дном, что означает, что в любой момент времени необходимо нанести и иметь доступным для отверждения только тонкий слой смолы. Эта технология позволяет изготавливать смоляные детали с помощью гораздо меньшего принтера, который помещается на столе.
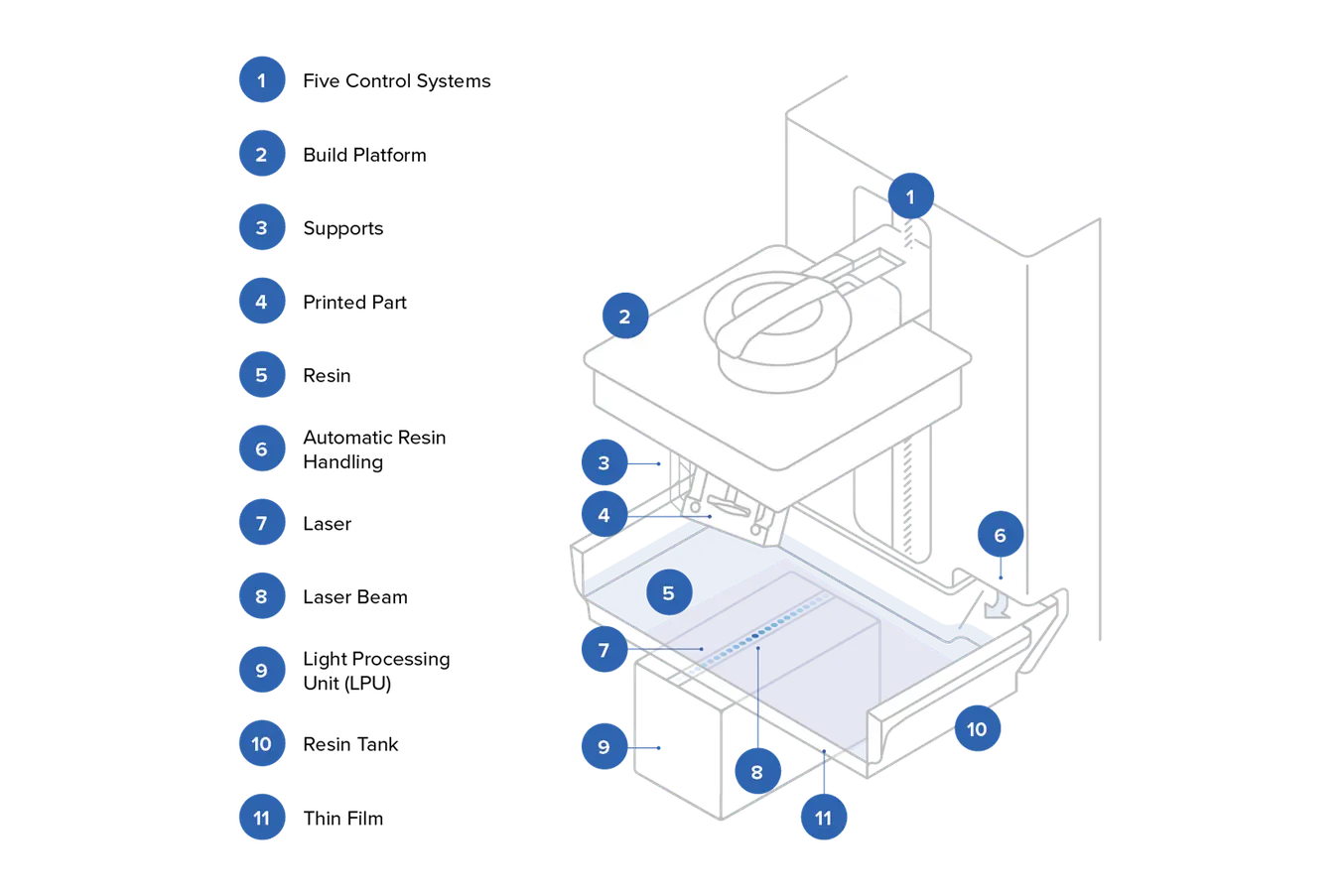
*Графическое представление печатной системы Low Force Stereolithography™ (LFS) от Formlabs, усовершенствованной формы SLA 3D-печати.*
С выпуском Form 2 в 2015 году и последующим выпуском более широкого спектра материалов SLA 3D-печать стала намного более надежной и полезной для профессионалов в различных средах.
В 2019 году Formlabs представила Low Force Stereolithography (LFS) с принтерами Form 3 и Form 3L, которые используют резервуар с гибким дном для отслаивания отвержденной детали от дна резервуара, что значительно снижает силы, воздействующие на детали во время процесса печати.
Эта усовершенствованная форма стереолитографии обеспечивает значительно улучшенное качество поверхности и точность печати. Более низкие усилия при печати также позволили использовать легкие опорные структуры, которые легко удаляются, enabled увеличенный объем сборки и открыли возможности для advanced, готовых к производству материалов.
Что такое DLP 3D-печать?
Цифровая обработка света (DLP) 3D-печать — это процесс смоляной 3D-печати, который использует проектор света, а не лазер, для отверждения жидкой смолы слой за слоем.
Источник света DLP-принтеров проецируется с помощью ряда микрозеркальных устройств, расположенных в матрице на полупроводниковой микросхеме. Каждое из этих микрозеркальных устройств представляет один воксель (или 3D-пиксель) детали. Количество микрозеркальных устройств и площадь области построения определяют разрешение детали.
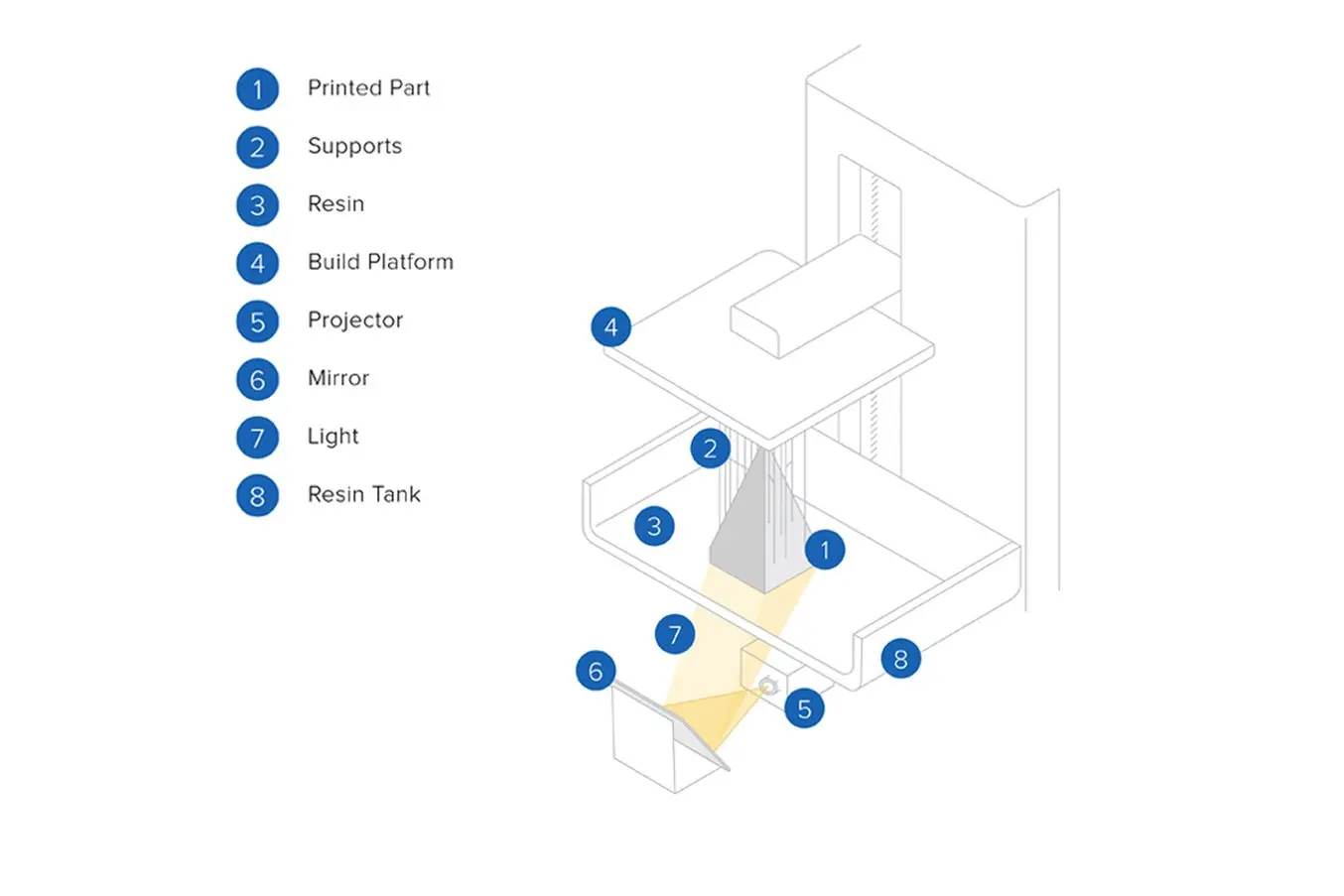
*Графическое представление цифровой обработки света (DLP) 3D-печати.*
Поскольку свет проецируется мгновенно по всему поперечному сечению детали, каждый слой отверждается очень быстро. В результате DLP 3D-принтеры обычно предлагают более высокую скорость печати.
Так же, как инвертированная SLA 3D-печать позволила создавать настольные устройства вместо больших традиционных принтеров с верхним подводом, инвертированные DLP-принтеры стали более доступными благодаря более компактным настольным устройствам.
Что такое MSLA 3D-печать (или LCD 3D-печать)?
Технология маскированной стереолитографии (MSLA) 3D-печати относится к любому процессу фотополимеризации, при котором источник света селективно закрывается или маскируется. Этот термин часто используется взаимозаменяемо с LCD 3D-печатью, потому что MSLA-принтеры обычно используют ЖК-экраны для маскировки света и отверждения только желаемого поперечного сечения детали. Однако MSLA может относиться и к другим технологиям, поскольку означает маскированную смоляную 3D-печать, независимо от типа источника света или метода маскировки.
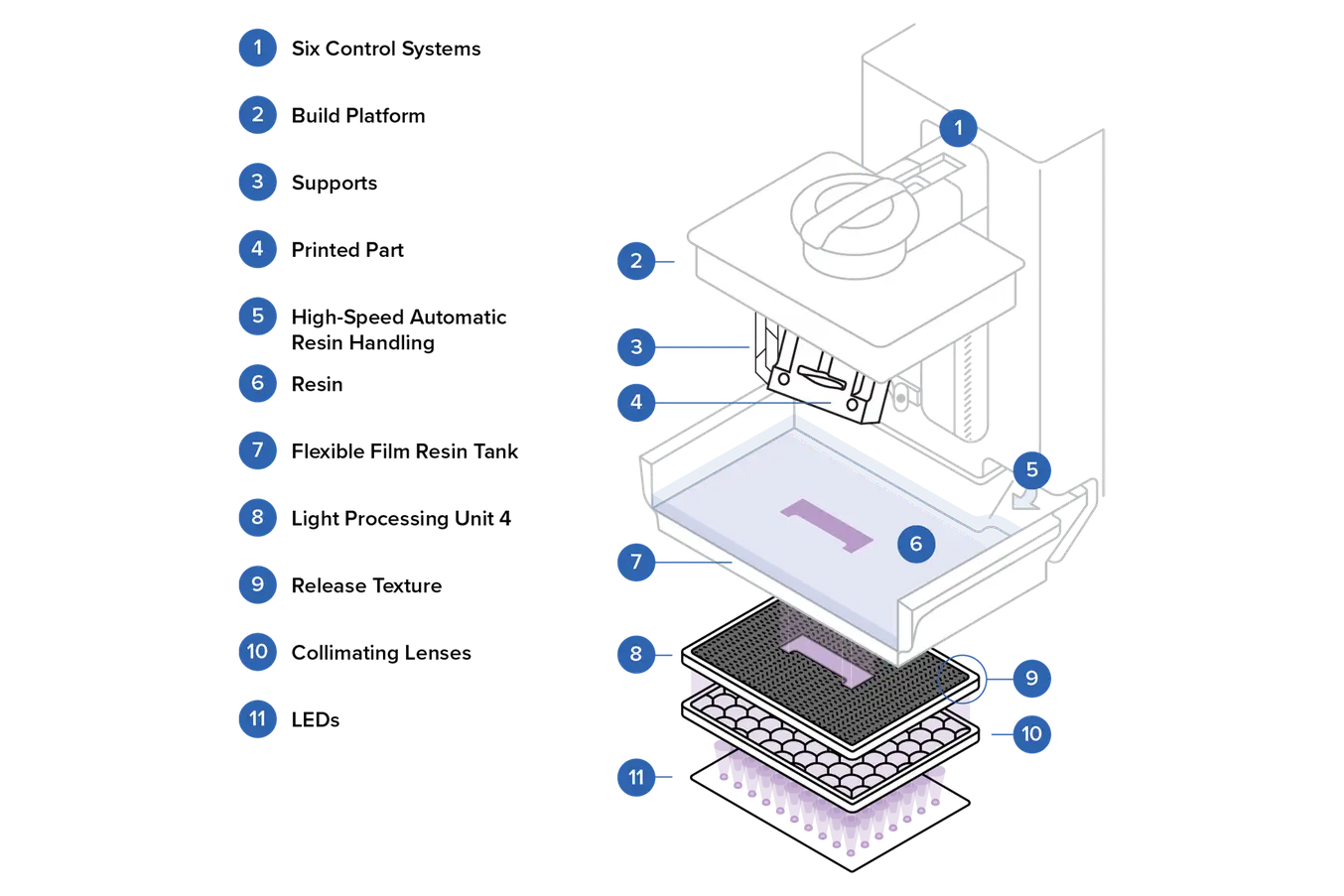
*Графическое представление печатной системы Low Force Display™ (LFD) от Formlabs, усовершенствованной формы MSLA 3D-печати.*
Использование ЖК-экранов в смоляной 3D-печати появилось после разработки лазерной SLA и DLP 3D-печати, благодаря быстрому развитию технологий дисплеев из-за их распространенности в других сферах использования. Недавно стало возможным проектировать ЖК-дисплеи с малым размером пикселя и высокой пропускной способностью света с длиной волны 405 нм — длины волны, обычно используемой для отверждения жидкой смолы.
Поскольку светодиоды проецируют свет одновременно, MSLA 3D-принтеры отверждают каждый слой смолы почти мгновенно и предлагают скорость печати, сопоставимую с DLP 3D-принтерами.
Чем плотнее ЖК-экран, тем меньше пиксели и тем выше возможное разрешение детали. Однако за меньшие пиксели приходится платить. Более высокая плотность пикселей (меньшие пиксели) приводит к снижению пропускания света, уменьшая оптическую мощность, доставляемую к жидкой смоле, и снижая скорость печати.
Печатная система Low Force Display™ (LFD) от Formlabs является усовершенствованной формой MSLA 3D-печати, разработанной для Form 4 и Form 4L. LFD представляет собой полностью новый технологический стек, включающий блок подсветки, блок обработки света, релиз-текстуру и интегрированную камеру, а также значительные улучшения в виде обновленной гибкой пленки резервуара, картриджа со смолой, автоматической работы со смолой и интеллектуальных систем управления для обеспечения скорости, надежности и качества деталей, необходимых профессионалам, в одном принтере.
Сравнение процессов 3D-печати SLA, DLP, MSLA/LCD
Лазерные SLA, DLP и MSLA/LCD 3D-принтеры — все это процессы стереолитографии, поскольку все они используют источник света для отверждения жидкой смолы. Некоторые различия между этими технологиями смоляной 3D-печати обусловлены точностью, разрешением, качеством и долговечностью этого источника света, решения для обработки света и других технологий, построенных вокруг них. Другие различия, такие как рабочий процесс или приложения, больше различаются от производителя к производителю, в зависимости от программного обеспечения, аксессуаров и материалов, доступных для каждой системы.
Разрешение
Разрешение в 3D-печати может быть сложно охарактеризовать и стандартизировать между машинами и производителями. В конечном счете, качество и точность печати зависят от многих факторов, а именно: размера, формы и распределения мощности света, отверждающего смолу, а также характеристик рассеяния и полимеризации смолы. Например, некоторые смолы рассеивают свет больше, чем другие, что может вызвать отверждение лишней смолы и печать с меньшей детализацией.
Разрешение — когда-то называвшееся «точками на дюйм» или DPI для бумажных принтеров — легко понять как покрытие чернилами осей X и Y. Когда 3D-печать получила более широкое распространение, добавление оси Z еще больше усложнило определение и стандарты измерения разрешения для 3D-печати.
Чтобы определить технологию 3D-печати и производителя с наивысшим разрешением, следует учитывать как возможность точно отслеживать деталь в плоскостях XY, так и минимальную высоту слоя по оси Z. Однако способность точно отслеживать намеченный рисунок зависит от нескольких факторов.

*Смоляные 3D-принтеры имеют отличное разрешение, значительно превосходя другие технологии 3D-печати, таким как FDM. Для таких приложений, как быстрое прототипирование или литье, разрешение может означать разницу между успешным конечным продуктом или дизайн-ревью.*
Разрешение для лазерных SLA 3D-принтеров определяется четырьмя факторами: размером пятна лазера, распределением мощности лазерного пятна, точностью, с которой гальванометры позиционируют свет в плоскости XY, и минимальной высотой слоя по оси Z.
Размер лазерного пятна, на первый взгляд, кажется, указывает на минимальный возможный размер детализации — но это не так. Хотя это правда, что если вся деталь состоит из одной круглой точки или сферы, то минимальная детализация определяется размером лазерного пятна — оно не может отвердить что-то меньше себя. Однако точка или крошечная сферическая деталь нереалистичны. Для реалистичных деталей лазер может обводить формы и особенности, которые меньше его пятна, потому что он может двигаться в плоскости XY с приращениями, меньшими, чем его собственное пятно — обводя «внешнюю сторону» очень маленькой детали.
В качестве примера, Form 3+ имеет размер лазерного пятна 85 микрон, но разрешение XY 25 микрон. Здесь разрешение XY относится к тому, насколько точно принтер может рисовать в плоскости XY (горизонтальной).
Разрешение DLP 3D-принтеров определяется размером пикселя (как по X, так и по Y), мощностью и равномерностью света, использованием сглаживания (anti-aliasing) и минимальной высотой слоя по оси Z, аналогично лазерным SLA-принтерам.
Чем меньше размер пикселя, тем выше разрешение — аналогично знакомым технологиям, таким как телевизоры или портативная электроника. В DLP 3D-печати разрешение XY определяется размером пикселя, наименьшей детализацией, который проектор может воспроизвести в пределах одного слоя. Это зависит от разрешения проектора, наиболее распространенным является Full HD (1080p), и его расстояния от оптического окна. В результате большинство настольных DLP 3D-принтеров имеют фиксированное разрешение XY, обычно от 35 до 100 микрон.
Разрешение DLP 3D-принтеров уменьшается по мере увеличения объема сборки, потому что нет доступных проекторов со значительно большим количеством пикселей. Следовательно, производителям приходится увеличивать расстояние от источника света при том же количестве пикселей, что приводит к снижению разрешения и качества печати.
Разрешение MSLA 3D-принтеров определяется размером пикселя ЖК-дисплея, collimation и равномерностью источника света, использованием сглаживания и минимальной высотой слоя по оси Z.
Подобно DLP 3D-принтерам, чем меньше пиксель, тем выше разрешение. Но меньшие пиксели — лишь один фактор. MSLA-принтеры должны иметь highly collimated (то есть лучи параллельны) свет, который не распространяется при прохождении через пиксель на ЖК-экране. Свет также должен быть extremely равномерным, чтобы смола отверждалась с одинаковой оптической мощностью через каждый пиксель на ЖК-экране.
К счастью, минимальная высота слоя по оси Z менее сложна — большинство смоляных 3D-принтеров имеют стандартную высоту слоя от 25 до 200 микрон. Для инвертированных смоляных 3D-принтеров высота слоя определяется вертикальной глубиной смолы, сжатой между платформой построения и дном резервуара со смолой — effectively высотой смолы, отверждаемой в каждом слое.
Короче говоря, действительно ли разрешение имеет значение в смоляной 3D-печати? Ответ — да, но само разрешение часто является просто vanity метрикой. Оно дает некоторое представление, но не обязательно напрямую коррелирует с точностью, precision и качеством печати. Более высокое разрешение (меньшие пиксели или размер лазерного пятна в измерении XY и меньшие слои в измерении Z) также generally сопровождается значительными компромиссами с точки зрения скорости или даже надежности (поскольку больше слоев может introduce больше возможностей для ошибки).
Чтобы увидеть реальные примеры, прочитайте наше исследование, в котором оценивается, как SLA и MSLA 3D-принтеры с разным разрешением работают с точки зрения чистоты поверхности, dimensional точности и минимального размера feature.
Точность размеров и Прецизионность
Поскольку 3D-печать является аддитивным процессом, каждый слой представляет возможность для dimensional неточности. По мере формирования каждого слоя minuscule отклонения от предполагаемой формы поперечного сечения могут compound, влияя на общую точность. Точность зависит от многих различных факторов: типа процесса 3D-печати, конструкции оборудования, свойств смолы, настроек печати и процесса постобработки. В целом, смоляные 3D-принтеры являются наиболее точными и прецизионными процессами 3D-печати. Различия в точности и прецизионности больше зависят от модели и производителя, чем от технологии.
В смоляной 3D-печати первый major фактор, влияющий на точность, — это оптические характеристики принтера — specifically размер, форма и равномерность света, отверждающего смолу. Профессиональные лазерные 3D-принтеры, такие как Form 3+ и Form 3B+, используют высококачественные гальванометры и обширную калибровку, чтобы гарантировать, что свет лазера попадает в смолу точно в намеченное место и следует по лазерному пути без отклонений.
На точность DLP 3D-принтеров влияют разрешение и мощность проектора света, а также качество и калибровка микрозеркальных устройств. Точность DLP-принтеров часто ограничена искажением пикселей по краям сборки, где микрозеркальные устройства должны проецировать свет дальше от источника света.
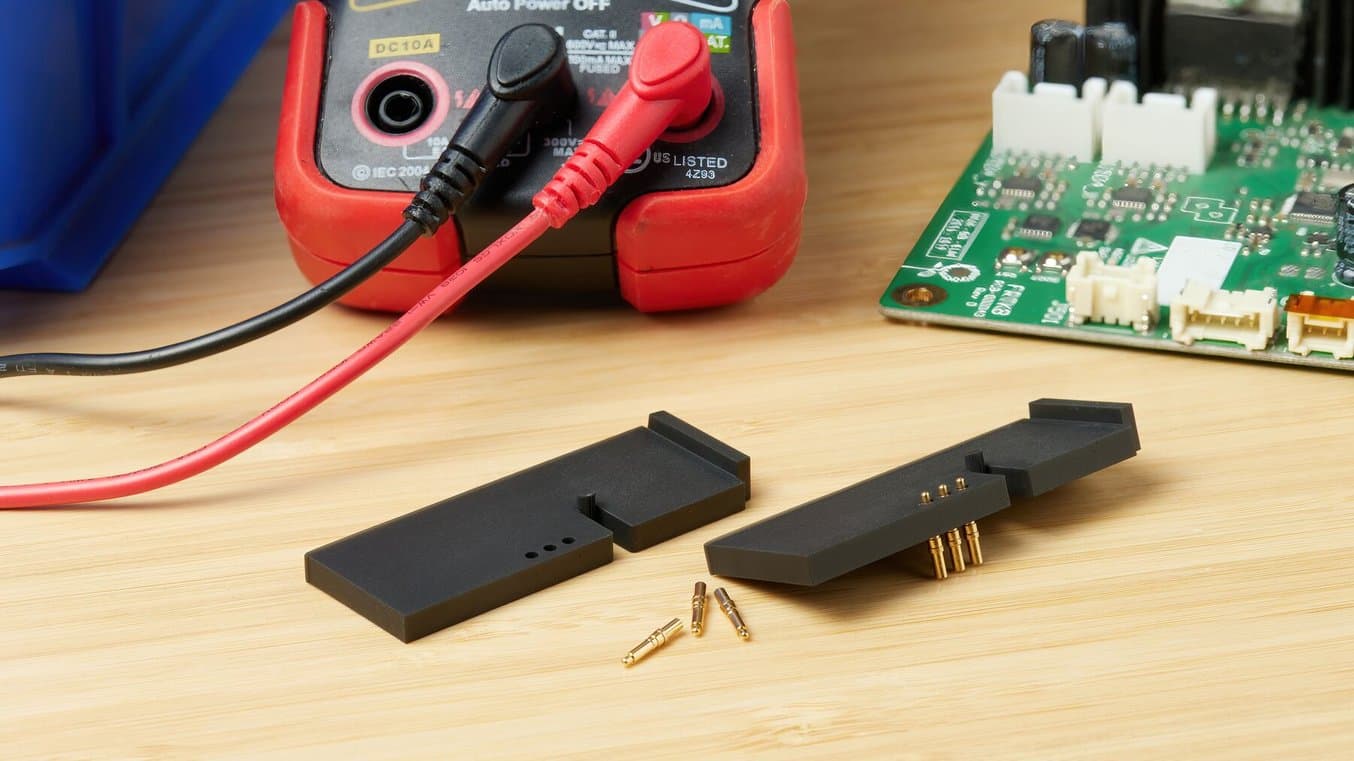
*Точность размеров и прецизионность важны для 3D-печатных деталей, которые будут частью сборок или должны иметь вставки, такие как эти отверстия для штифтов для сборки электронной платы.*
На точность ЖК- и MSLA 3D-принтеров влияют равномерность источника света, а также размер пикселя и качество ЖК-экрана. Большинство ЖК-принтеров имеют линзы над своими источниками света, но большинство из них очень простые и могут привести к неравномерному освещению, темным пятнам или искажению — создавая неточные детали. Качество ЖК-экрана также имеет важное значение — большее качество означает, что ЖК-экран будет реагировать на программное обеспечение, которое говорит ему, где закрывать свет, а где пропускать.
Блок обработки света Formlabs (LPU 4) включает пользовательский ЖК-экран с размером пикселя 50 мкм и предварительно настроенным сглаживанием для отличной точности размеров. Блок подсветки Form 4 генерирует uniform проекцию области сверхмощного света с использованием 60 светодиодов и массива выпуклых линз и оптической перегородки, которая создает направленный и равномерный свет даже при высокой мощности.
Второй важный фактор, влияющий на точность, — это силы, которые деталь испытывает во время печати. Все инвертированные смоляные принтеры имеют два типа сил печати. Силы отслаивания (Peel forces) возникают во время процесса отслаивания каждого слоя, когда платформа построения поднимается, и отвержденный слой отделяется от резервуара со смолой перед началом нового слоя. Сжимающие силы возникают на каждом слое, когда платформа построения опускается и вжимает отпечаток в бассейн с жидкой смолой. Эти силы могут вызывать смещение и деформацию слоев, что в конечном итоге приводит к снижению точности размеров.
Некоторые принтеры используют гибкую пленку резервуара, которая легко отделяется от отвержденных слоев и минимизирует силы отслаивания. Хотя эти резервуары уменьшают силы отслаивания, у них есть две проблемы. Они используют недолговечную пленку, которую легко повредить и которую приходится часто менять. Они также склонны к силам всасывания, когда гибкая пленка присасывается к ЖК-экрану и вызывает всплеск сил отслаивания.
Form 4 и Form 4L, профессиональные MSLA-принтеры, используют двухслойный гибкий пленочный резервуар, который минимизирует силы отслаивания и очень устойчив к повреждениям. Form 4 и Form 4L также используют запатентованную микротекстурированную оптическую пленку, называемую Release Texture, которая обеспечивает поток воздуха между резервуаром со смолой и ЖК-экраном, предотвращая силы всасывания и повышая точность.
Последний фактор, влияющий на точность, — это свойства жидкой смолы внутри принтера. Процесс отверждения жидкой смолы зависит от многих переменных, включая температуру смолы, гомогенность, рассеяние, вязкость и т.д. Небольшие изменения любой из этих переменных могут вызвать большее или меньшее отверждение смолы, что может привести к отклонению в размере или форме отвержденных слоев до сотен микрометров. Большинство смоляных 3D-принтеров не контролируют эти переменные, что приводит к частым и непредсказуемым изменениям точности размеров.
Form 4 и Form 4L решают эту проблему несколькими способами. Во-первых, они точно контролируют температуру и гомогенность жидкой смолы с помощью прецизионных нагревателей, инфракрасных датчиков температуры и высокоскоростного смесителя смолы. Formlabs также разрабатывает и производит собственные материалы и контролирует реактивность, вязкость и свойства рассеяния каждого материала. Более того, Form 4 и Form 4L используют продвинутое программное обеспечение для слайсинга, калибровки оборудования принтера и проверенные настройки печати для автоматической компенсации свойств отдельных материалов.
Еще раз, точность и прецизионность 3D-принтера зависят не только от технологии, но и от точной конструкции оборудования, свойств жидкой смолы, настроек печати и калибровок, а также процесса постобработки.
Объем сборки (Build Volume)
До появления инвертированной SLA 3D-печати смоляные 3D-принтеры имели большие объемы сборки и были очень дорогими. Инвертированная смоляная 3D-печать затем сделала технологию более доступной, но эти машины часто были намного меньше, поскольку большие сборки было бы очень сложно успешно печатать из-за высоких сил отслаивания.
Теперь комбинация инвертированной SLA (которая позволяет использовать ровно столько смолы, сколько нужно, вместо больших ванн) и новых технологий отслаивания делает возможной печать больших объемов сборки без затрат более 100 000 долларов на традиционную крупноформатную систему смоляной 3D-печати. Для таких отраслей, как товары народного потребления, дизайн продуктов и здравоохранение, крупноформатные смоляные принтеры являются идеальным решением и позволяют реализовать такие проекты, как детали в человеческий масштаб.
Те, кто хочет оценить, какой размер смоляного принтера им лучше подходит, должны сначала рассмотреть свое применение. Существует три основные продуктовые категории для лазерных смоляных принтеров — настольные и промышленные системы и средние варианты для мастерской.

*Смоляные 3D-принтеры типа "лабораторные" (benchtop), такие как Form 4L, предлагают комбинацию деталей в человеческий масштаб с точностью размеров, диапазоном свойств материалов и качеством поверхности смоляной 3D-печати.*
Промышленные системы были более распространены в предыдущие десятилетия для крупных корпораций, которые могли позволить себе как высокую стоимость покупки и обслуживания, так и большую площадь и инфраструктурные требования для стереолитографии с верхним подводом.
Настольные смоляные 3D-принтеры появились благодаря изобретению инвертированной SLA 3D-печати, и по мере того, как технология была адаптирована все большим количеством производителей, меньшие принтеры с кубическим пространством построения около 10-20 см в каждом направлении стали нормой. Например, Formlabs Form 3+ предлагает объем сборки 14,5 × 14,5 × 19,3 см, а Form 4 предлагает на 30% больший объем сборки — 20,0 × 12,5 × 21,0 см.
Смоляная 3D-печать типа "лабораторные" аналогично стала возможной благодаря комбинации инвертированной SLA технологии и улучшенных методов отслаивания. Лабораторные 3D-принтеры, такие как Form 4L, который предлагает объем сборки 35,3 × 19,6 × 35,0 см, имеют возможность быстрого прототипирования потребительских товаров в человеческий масштаб, а также создания конечных продуктов путем прямой 3D-печати или с использованием 3D-печатной оснастки.
С DLP 3D-принтерами существует прямой компромисс между разрешением и объемом сборки. Разрешение зависит от проектора, который определяет количество доступных пикселей/вокселей. Если приблизить проектор к оптическому окну, пиксели становятся меньше, что увеличивает разрешение, но ограничивает доступную область построения. Некоторые производители используют проекторы с более высоким разрешением 4K или 8K, но они очень дороги, раздувая стоимость конечного продукта.
Крупноформатные DLP-принтеры все еще в основном используют технологию с верхним подводом, а не инвертированную, что требует наличия большого количества смолы сразу. В результате настольные DLP 3D-принтеры малого формата в основном оптимизированы для конкретных случаев использования. Одни имеют меньший объем сборки и предлагают высокое разрешение для производства небольших детализированных изделий, таких как ювелирные изделия, а другие могут производить более крупные детали, но с более низким разрешением.
Поскольку ЖК-3D-принтеры построены на массиве светодиодов и ЖК-экране для маскировки аналогичного размера, преимущества точности и прецизионности остаются такими же по мере увеличения объема сборки. Крупноформатный ЖК- или MSLA смоляной 3D-принтер будет иметь ту же точность, что и меньшая версия, при условии, что они используют ЖК-экран с тем же размером пикселя и источник светодиодного света с той же равномерностью.
В отличие от лазерных SLA 3D-принтеров, однако, это немного увеличивает стоимость за каждый добавленный светодиод и квадратный см добавленного ЖК-экрана. Лазерный смоляной принтер может использовать тот же лазер для любого размера объема сборки, потому что его гальванометры могут просто направлять его путь на более дальние участки платформы для больших размеров. Однако в интересах скорости печати многие лабораторные крупноформатные лазерные смоляные принтеры, такие как Form 3L, добавляют второй лазерный блок, что увеличивает стоимость аналогично тому, как это делает больший массив светодиодов и ЖК-экран.
Чистота поверхности
Смоляные 3D-принтеры известны созданием деталей с гладкой поверхностью, которые требуют минимальной постобработки для достижения внешнего вида литых под давлением пластиков. Смоляная 3D-печать, независимо от того, используется ли проектор, серия светодиодов или лазер, может отверждать жидкую смолу с гораздо лучшей чистотой поверхности, чем FDM-принтер может экструдировать филамент. В зависимости от дизайна, всем смоляным и FDM-принтерам может потребоваться печатать детали с опорами, которые могут оставлять после себя точки контакта или артефакты на поверхности, которые может потребоваться слегка отшлифовать или срезать.

*Чистота поверхности, возможная на Form 4L, делает прототипирование в человеческий масштаб более реалистичным — этот прототип рулевого колеса имеет текстуру того, что в конечном итоге будет конечным тканевым покрытием, встроенным в его 3D-модель.*
Слои смоляных 3D-принтеров химически, а также физически связаны друг с другом по оси Z, поэтому дифференциация между вертикальными слоями очень трудно обнаруживаема, что приводит к более гладкому внешнему виду.
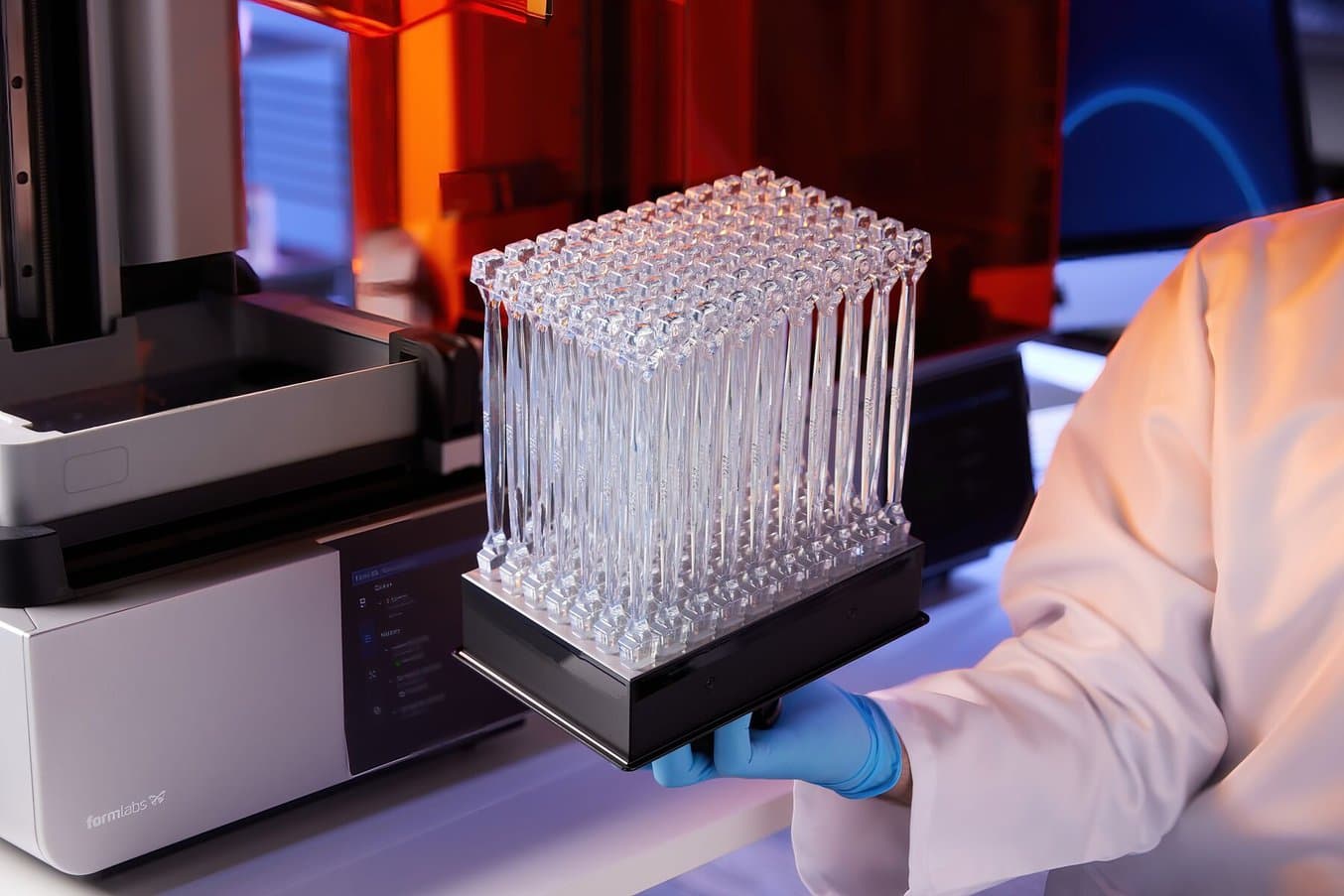
Для прозрачных материалов, таких как Clear Resin, эта гладкая поверхность ведет к лучшей прозрачности самих деталей, что делает ее идеальной технологией для деталей, требующих оптической полупрозрачности или демонстрации внутренних особенностей.

Гладкие поверхности позволяют достичь почти полной оптической прозрачности. Для двухкомпонентных форм эта прозрачность позволяет легко наблюдать и устранять неполадки в процессе литья по мере его протекания внутри детали.
Лазерные 3D-принтеры, такие как Form 3+ и Form 3L, популярны благодаря своей почти идеально гладкой поверхности. Поскольку лазер имеет круглое пятно, изогнутые края действительно закруглены, и общий вид деталей очень гладкий.
DLP и ЖК-3D-принтеры также в основном имеют невероятно гладкую поверхность и требуют очень небольшой шлифовки или полировки, чтобы выглядеть как литые под давлением пластмассы. Однако и DLP, и ЖК-принтеры проецируют свет через воксели или пиксели, которые являются прямоугольными. Исторически эти воксели вызывали видимый «ступенчатый» или «aliasing» артефакт по осям X и Y, обычно называемый воксельными или пиксельными линиями.
В последнее время DLP и ЖК-3D-принтеры начали использовать проекторы высокого разрешения или ЖК-экраны с очень маленькими пикселями, плюс методы сглаживания, при которых определенные пиксели частично включаются. В результате современные DLP и ЖК-3D-принтеры обеспечивают чистоту поверхности, которая в основном неотличима от лазерных SLA-принтеров.
Скорость и Производительность
Поскольку все больше предприятий обращаются к 3D-печати для производства, а также быстрой итерации, скорость 3D-печати становится более важным фактором при выборе технологии. Правильный 3D-принтер — это тот, который производит высококачественные детали быстро, без компромиссов в точности, надежности или производительности материалов. Процессы FDM и SLS значительно улучшили скорость печати, но смоляные 3D-принтеры стали еще быстрее, что сделало их самым быстрым процессом аддитивного производства. Новые печатные системы, такие как LFD, идут еще дальше и могут производить большинство деталей всего за несколько часов, или небольшие детали за минуты времени цикла.
Для небольших деталей лазерные смоляные принтеры сопоставимы по скорости с DLP и ЖК-3D-принтерами — когда лазеру не нужно покрывать большую площадь для отверждения смолы, он может быстро выполнять каждый слой. Однако для средних и крупных деталей или серийного производства лазерные 3D-принтеры могут быть значительно медленнее, чем их DLP или MSLA аналоги.
DLP-принтеры были популярны в отраслях, где быстрая печать влияет на конечный результат, например, в зубных лабораториях. Однако они более склонны к оптическим искажениям по всей области построения и требуют продвинутой калибровки для высокой точности. Они также обычно дороже, чем ЖК-3D-принтеры с аналогичными характеристиками.
Усовершенствованная технология MSLA, такая как Form 4 и Form 4L, предлагает самое быстрое и надежное решение для 3D-печати в целом. Отверждение каждого слоя сразу является самым большим фактором, увеличивая скорость, но другие факторы, такие как двухслойный гибкий пленочный резервуар Form 4, Release Texture, высокоскоростное автоматическое наполнение смолой и быстрый нагрев смолы, также уменьшают общее время печати.
*Form 4 может завершить полностью загруженную сборку за 2-5 часов, в зависимости от материала. Пропускная способность, возможная с парком доступных, быстрых и простых в использовании 3D-принтеров, таких как Form 4, может соответствовать производительности традиционных процессов, таких как литье под давлением.*
При рассмотрении MSLA-принтеров для производства важными соображениями являются качество и надежность компонентов. Большинство ЖК-принтеров имеют репутацию короткого срока службы, поскольку стандартные ЖК-экраны не предназначены для условий использования в 3D-принтерах. На Formlabs Form 4 и Form 4L блок обработки света имеет срок службы 600 000–1 900 000 слоев — и оба могут быть легко заменены пользователем с низкой стоимостью.
Масштабирование пропускной способности легко с настольными смоляными 3D-принтерами. Их доступный размер упрощает процесс добавления большего количества единиц и масштабирования для производства большего количества деталей. Также есть варианты добавления автоматизации для некоторых моделей. Смоляные принтеры Formlabs предлагают продвинутые инструменты рабочего процесса, такие как Form Auto для Form 3/B/+, которые автоматизируют удаление деталей, чтобы обеспечить печать 24/7. Инструменты автоматизации, такие как Formlabs Automation Ecosystem, уменьшают количество точек касания, необходимых для процесса печати, упрощая рабочие процессы, в которых многие меньшие, в основном похожие элементы (например, стоматологические или ортопедические модели) необходимо печатать почти без перерывов.
Сравнение скорости печати: Геймпад

| 3D-печать FDM | SLA 3D-печать | SLS 3D-печать | |
|---|---|---|---|
| 1 сборка (3 детали) | 10 ч 32 мин | 2 ч 36 м | 3 ч 52 мин печати (6 ч 52 мин охлаждения) |
| 5 сборок (15 деталей) | 52 ч 40 мин | 13 ч | 9 ч 38 мин печати (13 ч 47 мин охлаждения) |
Сравниваемые принтеры и параметры печати:
-
*FDM 3D-принтер: Bambu Lab X1, PLA Basic, высота слоя 120 микрон, плотность заполнения 15%*
-
*SLA 3D-принтер: Form 4, Grey Resin, высота слоя 100 микрон*
-
*SLS 3D-принтер: Fuse 1+ 30W, Nylon 12 Powder, высота слоя 110 микрон*
Сравнение скорости печати: Электрический соединитель

| 3D-печать FDM | SLA 3D-печать | SLS 3D-печать | |
|---|---|---|---|
| 1 сборка (2 детали) | 2 ч 38 мин | 1 ч 3 мин | 3 ч 30 мин печати (6 ч 27 мин охлаждения) |
| 50 сборок (100 деталей) | 84 ч | 13 ч 2 мин | 12 ч 59 мин печати (13 ч 49 мин охлаждения) |
Сравниваемые принтеры и параметры печати:
-
*FDM 3D-принтер: Bambu Lab X1, PLA Basic, высота слоя 120 микрон, плотность заполнения 15%*
-
*SLA 3D-принтер: Form 4, Grey Resin, высота слоя 100 микрон*
-
*SLS 3D-принтер: Fuse 1+ 30W, Nylon 12 Powder, высота слоя 110 микрон*
Сравнение скорости печати: Прототип сиденья Radio Flyer

| 3D-печать FDM | SLA 3D-печать | |
|---|---|---|
| 1 прототип | 42 ч 3 мин | 2 ч 37 мин |
Сравниваемые принтеры и параметры печати:
-
*FDM 3D-принтер: Ultimaker S7, PLA, высота слоя 100 микрон, плотность заполнения 20%*
-
*SLA 3D-принтер: Form 4, Fast Model Resin, высота слоя 200 микрон*
Хотите проверить скорость печати для ваших собственных деталей? Загрузите PreForm, бесплатное программное обеспечение для подготовки печати от Formlabs, чтобы рассчитать время печати при печати на SLA и SLS 3D-принтерах Formlabs.
Рабочий процесс и Простота использования
Разные производители предлагают различные решения для рабочего процесса, чтобы сделать смоляную 3D-печать проще.
Некоторые принтеры поставляются с проприетарным программным обеспечением для подготовки 3D-моделей к печати, таким как PreForm для SLA 3D-принтеров Formlabs, в то время как другие производители могут требовать от пользователя покупки программного обеспечения для слайсинга, чтобы ориентировать детали, создавать опорные структуры, слайсить модели и загружать свои файлы самостоятельно. Функции различаются в зависимости от программного инструмента, например, PreForm предлагает настройку печати в один клик, мощные ручные управления для оптимизации плотности и размера опор, адаптивную толщину слоя или функции для экономии материала и времени. К счастью, программное обеспечение можно легко загрузить и протестировать перед покупкой 3D-принтера.
Начать работу со смоляной 3D-печатью может быть достаточно легко — многие смоляные 3D-принтеры, особенно настольные, разработаны так, чтобы их можно было распаковать за несколько минут и начать печатать почти сразу. Такие части процесса, как пользовательский интерфейс и датчики внутри принтера, делают простым не только первую печать, но и последующее обслуживание.
Некоторые менее дорогие смоляные 3D-принтеры требуют дальнейших шагов калибровки, чтобы обеспечить успешную печать материала при заданной высоте слоя. Эти шаги могут включать ручную заливку смолы, выбор настроек печати (без преимущества проверенного, повторяемого рабочего процесса) и корректировку настроек печати для обеспечения успеха детали.

Улучшенный пользовательский опыт на Form 4 включает сенсорный экран, который легче читать и с которым легче взаимодействовать.
Улучшенный сенсорный экран Form 4 и Form 4L, интеллектуальные системы управления и быстрая автоматическая дозировка смолы обеспечивают плавный рабочий процесс, который пользователи могут «установить и забыть», чтобы они могли сосредоточиться на своем дизайне и тестировании, пока Form 4/L поставляет детали. Усовершенствованная система картриджей автоматически пополняет резервуар жидкой смолой, что требует меньше внимания и облегчает печать в ночное время. Проверенные настройки материала для нескольких высот слоя дают пользователям уверенность в том, что они могут выбрать материал и высоту слоя, зная, что они были тщательно протестированы и что принтер успешно завершит деталь.
Еще одним важным фактором, который следует учитывать при выборе системы 3D-печати, является процесс послепечатной обработки. Когда печать завершена, деталь необходимо будет промыть, потенциально доотвердить (post-cure), а затем подвергнуть постобработке, будь то простое удаление опор или более продвинутый метод постобработки. Более низкие силы отслаивания Form 4 enable опоры с крошечными точками контакта, которые легко удалить. Эти легкие опоры обеспечивают более быстрое время постобработки и более простой рабочий процесс.
Разные производители предлагают ряд решений, таких как сквозной рабочий процесс Formlabs с использованием автоматической промывки IPA в Form Wash, предварительно запрограммированные настройки дозатвердевания для более чем 40 материалов в Form Cure и набор продвинутых инструментов для отделки для полировки, придания блеска и подготовки деталей к использованию.
Материалы и Применения
Что касается легкого переключения между материалами, большинство смоляных принтеров являются «plug and play» с легко заменяемыми платформами построения и резервуарами для смолы. Так же, как с точностью и прецизионностью, доступные материалы различаются больше от машины к машине, чем между технологиями. Многие производители производят свои собственные смолы, но многие нет, предпочитая материалы других компаний или просто предлагая открытую систему, способную принимать многие различные типы смол.
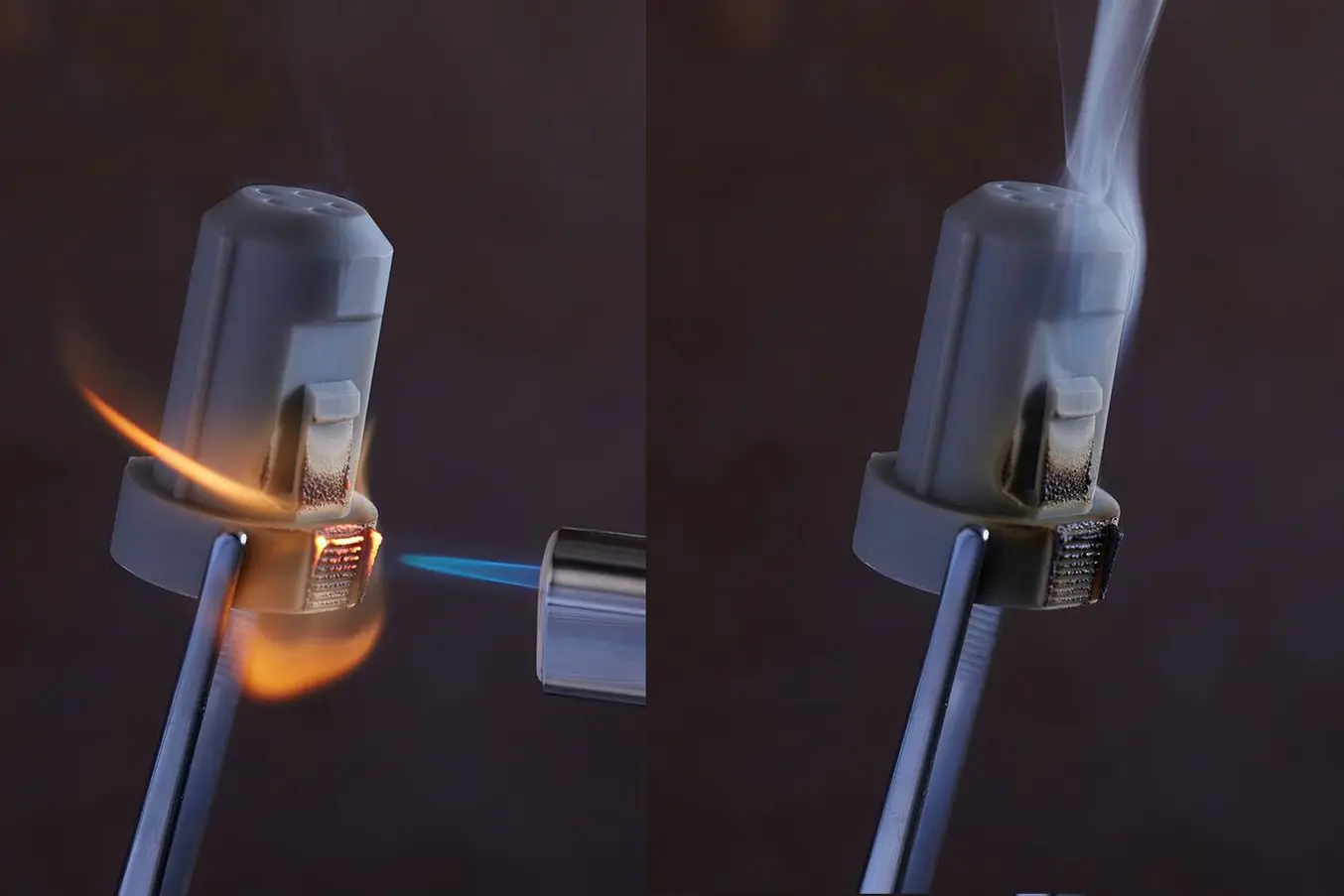
Огнестойкая смола Formlabs (Flame Retardant Resin) — это специализированный материал, сертифицированный по UL 94 Blue Card, для создания самозатухающих и не содержащих галогенов деталей.

Силиконовая смола 40A (Silicone 40A Resin) — это настоящий силикон с механическими свойствами, знакомыми инженерам и дизайнерам продуктов.
Преимущества открытых систем легко определить — это дает пользователю больше контроля над выбором любого материала. Однако компромисс заключается в том, что эти открытые системы не калибруют настройки материала для своих принтеров, поэтому точность, надежность и свойства материалов часто страдают. Formlabs предлагает как обширную библиотеку из 40+ уникальных, специально разработанных смол, так и возможность использования сертифицированных сторонних материалов через Open Platform. Некоторые из этих уникальных материалов разработаны для конкретных и экстремальных применений, таких как среды с открытым пламенем, водонепроницаемые камеры или литье под давлением.
Материалы часто являются решающим фактором для открытия двери к различным применениям. Некоторые приложения, такие как производство электроники, требуют уникальных формул и процесса сторонней сертификации — например, смолы, которые могут рассеивать электростатический разряд. Другие, такие как производственные вспомогательные средства, требуют смол, которые являются прочными и долговечными. Многие производители предлагают смолы, которые могут удовлетворить эти свойства, хотя прочность и долговечность будут различаться у разных производителей. При выборе смоляного 3D-принтера обратитесь к техническим паспортам их материалов, чтобы определить, могут ли уникально разработанные смолы выдержать ваше предполагаемое использование, и паспортам безопасности, чтобы убедиться, что смолы безопасны в использовании.
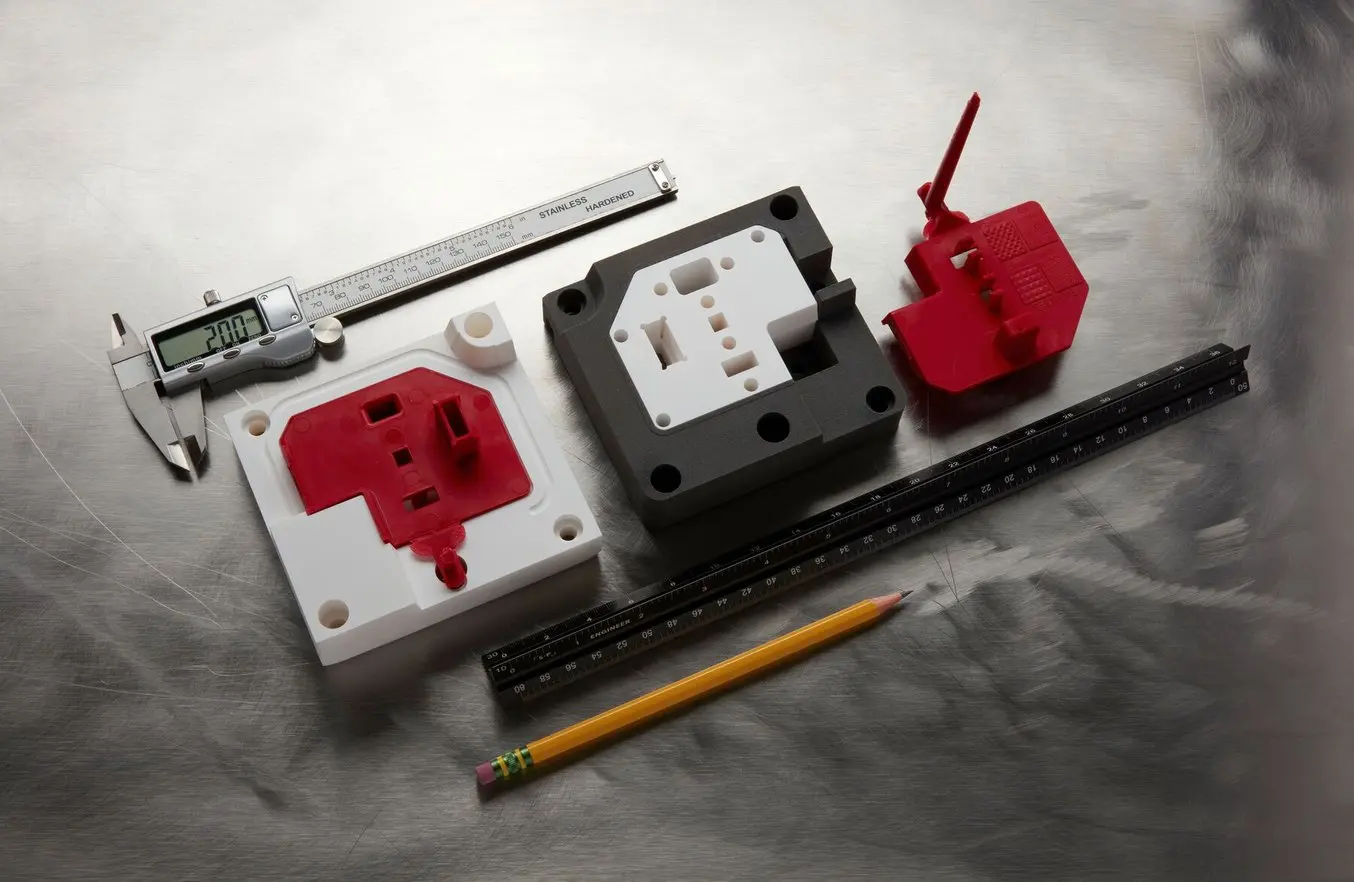
Жесткая смола 10K (Rigid 10K Resin) — это материал с высоким содержанием стекла, очень жесткий, близок к стеклу и термопластам, наполненным волокном. Он идеально подходит для применений быстрого изготовления оснастки, таких как литье под давлением, выдувное формование или термоформование.

Биомедицинская эластичная смола 50A (BioMed Elastic 50A Resin) позволяет медицинским работникам печатать мягкие, эластичные, биосовместимые детали со сложными формами, такие как медицинские устройства, специфичные для пациента, или модели мягких тканей.
Стоимость
Смоляные 3D-принтеры традиционно были дороже, чем FDM 3D-принтеры, но дешевле, чем SLS-принтеры, хотя исключения существуют. Однако в последние годы цены снизились, и смоляные принтеры сегодня предлагают лучшее соотношение цены и качества для более широкого спектра применений.
На нижнем конце диапазона недорогие ЖК-3D-принтеры доступны по цене от 200 до 1000 долларов. Эти машины могут подходить для любителей или начинающих, но они требуют калибровки и тонкой настройки для каждого типа смолы, и они в целом не надежны и не долговечны, что часто приводит к более высоким затратам с точки зрения обслуживания, потраченного времени, неудачных деталей и потраченного материала впустую.
Профессиональные смоляные 3D-принтеры включают технологии SLA, включая лазерные SLA, DLP или LCD/MSLA. Цены generally находятся в диапазоне от 2500 до 10 000 долларов, в то время как крупноформатные смоляные 3D-принтеры typically стоят от 5000 до 25 000 долларов. Многие факторы влияют на цену в этом диапазоне, от более надежных и мощных источников света (будь то светодиоды, лазеры или проекторы) до решения для обработки света, общего качества сборки, программного обеспечения, аксессуаров и плана обслуживания.
Аналогично, стоимость материалов различается у разных производителей. Как упоминалось выше, многие производители передают на аутсорсинг или просто используют материалы от других поставщиков, что может добавить дополнительные наценки на материалы. Недорогие материалы, как и сами недорогие смоляные принтеры, могут оказывать значительное влияние на качество ваших деталей и создавать скрытые затраты, как и использование материалов, которые не были проверены и откалиброваны для конкретной машины. Некоторые недорогие материалы также создают сильные запахи или содержат ингредиенты, которые делают их менее дорогими в производстве, но не сертифицированы для безопасного обращения и использования.
Материалы Formlabs проверены для конкретных случаев использования и точно спроектированы для оптимальной работы в различных средах и приложениях. Инвестируя время и труд в настройки печати для каждой высоты слоя и каждого материала, Formlabs гарантирует, что каждая из 40+ смол безопасна и проста в использовании.
Начните работу со смоляной 3D-печатью
При выборе между лазерными SLA, DLP, LCD и MSLA технологиями учитывайте предполагаемое применение (и, следовательно, идеальные материалы), а также другие факторы, такие как скорость, точность и разрешение.
Хотя эти процессы смоляной 3D-печати имеют некоторые различия, большие различия в производительности машины чаще всего обусловлены различиями в выборе производителя, а не сильными и слабыми сторонами технологии.
Смоляная 3D-печать как широкая категория производит детали, которые очень точны, с гладкой поверхностью, быстрее, чем любая другая технология. Эти детали могут охватывать широкий спектр применений благодаря своим уникальным формулам смол. Профессиональные смоляные 3D-принтеры, такие как Formlabs Form 4, сочетают высокую скорость смоляной 3D-печати с разрешением поверхности и точностью высококлассных промышленных 3D-принтеров и предлагают широкий спектр материалов, демонстрируя лучшие характеристики того, что технология может предложить.
}} "3D принтер Phrozen Sonic Mega 8K V2 10083")
}} "3D принтер Phrozen Sonic XL 4K PLUS 10084")
}} "3D принтер Formlabs Form 4 10122")
}} "3D принтер Formlabs Form 4L 10123")