Использование 3D-печати в технологии литье в силикон

Силиконы - популярные материалы для изготовления мягких деталей конечного использования для широкого спектра применений, включая индивидуальные слуховые аппараты, реквизит для кино и ТВ, протезы, ручки и рукоятки потребительских товаров и многое другое.
Это руководство предоставляет обзор 3D-печатной оснастки для производства силиконовых деталей, включая двухкомпонентные литьевые формы, формы для овермолдинга, пресс-формы и форм-скорлупы. Эти методы могут быть использованы для прототипирования мягких силиконовых изделий, мелкосерийного производства клиентских бета-устройств или производства индивидуальных товаров конечного использования.
Предоставлено пошаговое руководство по производству силиконового брелка с инкапсулированным Apple AirTag, использующее лучшие практики дизайна форм от нескольких клиентов-дизайнеров продукции Formlabs. Для подробного отчета, включающего рабочие процессы с материалами, совместимость силикона и смолы и рекомендуемые разделительные агенты, загрузите нашу белую книгу.
Литье Силикона с 3D-Печатной Оснасткой
Традиционные формы для производства силиконовых деталей изготавливаются на станках с ЧПУ из блоков алюминия или стали. Они включают двух- или многокомпонентные литьевые формы для жидких силиконовых каучуков (LSR) или однополостные пресс-формы, используемые с термоотверждаемым силиконовым листом (HCR), который отверждается под давлением и при высокой температуре.
Обычно эти типы металлических форм используются в массовом производстве, однако при использовании для прототипирования сроки изготовления в несколько недель и сотни-тысячи долларов первоначальных затрат на оснастку ограничивают способность дизайнера внедрять и тестировать небольшие изменения в дизайне формы.
Настольная 3D-печать - это мощное решение для быстрого и недорогого изготовления инструментов. Она требует очень ограниченного оборудования, позволяя квалифицированным операторам сосредотачивать внимание на других высокоценных задачах. С собственной 3D-печатью производители и дизайнеры продукции могут внедрить быстрое изготовление оснастки в процесс разработки продукта для валидации выбора дизайна и материалов до перехода к массовому производству. Они могут быстро итерировать, ускорять разработку продукта и выводить на рынок лучшие продукты.

Силиконовые детали, изготовленные с формами, напечатанными на 3D-принтерах SLA Formlabs.
Технология 3D-печати стереолитографией (SLA) - отличный выбор для оснастки силиконовых форм. Детали SLA характеризуются гладкой поверхностью и высокой точностью. Силиконовые каучуки RTV улавливают мелкие детали поверхности, включая дефекты, поэтому качество поверхности инструмента напрямую передается на качество поверхности конечной детали. Форма, напечатанная на принтерах типа моделирования методом наплавления (FDM), например, оставила бы видимые отпечатки линий слоев принтера в силиконовой детали.
Прозрачная смола Formlabs (или другие прозрачные смолы, такие как Biomed Clear Resin) также позволяет визуализировать процесс заливки силикона, позволяя дизайнерам оценивать образование пузырьков и пустот и определять области, где следует добавить скругления углов или дополнительные воздуховоды.

Двухкомпонентная форма, напечатанная на 3D-принтере из Прозрачной смолы, для заливки силикона и изготовления продвинутых протезов, от PSYONIC.
SLA 3D-печать также предлагает преимущество в сложности дизайна; 3D-печатная форма позволяет дизайнерам воспользоваться поднутрениями или другими сложными геометриями, которые могут быть невозможны или непомерно дороги при производстве на станках с ЧПУ.
Прозрачная смола Formlabs также довольно универсальна в своих механических характеристиках. Тот же материал может быть использован для чрезвычайно тонкой форм-скорлупы, которая легко раскалывается от индивидуальной силиконовой детали, или для прочной пресс-формы, используемой многократно для производства уплотнителей. Наконец, использование доступного изготовления в настольном масштабе сокращает сроки; дизайнер может напечатать геометрию формы и начать заливку силикона на следующий день.
При использовании с 3D-печатными формами силиконовый каучук RTV улавливает мелкие детали поверхности, включая тисненый текст. Кроме того, большинство литьевых силиконов не являются химически клейкими и будут отслаиваться от поверхности формы после отверждения. Механическое склеивание может быть достигнуто литьем на высокопористые поверхности, такие как тканая ткань, а в некоторых случаях химическое склеивание может быть усилено с помощью специализированных связующих.
В этом видео Мак Мор, старший инженер по продукции в OXO, объясняет, как компания использует 3D-печать для быстрого изготовления настоящих силиконовых деталей, и проводит быструю демонстрацию литья силикона.
Всякий раз, когда литьевой материал, такой как силикон, вступает в контакт с напечатанной формой, мы должны учитывать химическое взаимодействие между двумя материалами. Существует много, много возможных комбинаций силикона, смолы, защитного покрытия и разделительного агента, которые вы можете использовать. Мы попросили клиентов из разных отраслей сообщить об их успешных рабочих процессах, и их ответы обобщены в нашей белой книге.
Поскольку обработка силикона RTV не требует высоких температур или давления, его можно легко формовать с ограниченным оборудованием в лаборатории прототипирования, снижая начальные затраты, необходимые для внедрения мягких деталей в дизайн-портфель любой компании.
Существуют различные варианты методов производства силиконовых деталей для достижения разных результатов. К ним относятся:

OXO использует прессование для прототипирования мягких компонентов, таких как водонепроницаемые уплотнители.
Прессование
При прессовании быстросхватывающаяся силиконовая замазка упаковывается в две части 3D-печатной формы, которая зажимается вместе с помощью настольных тисков. Этот метод часто используется для прототипов уплотнителей и близко имитирует оснастку, используемую в массовом производстве.
Glassboard использует силиконовые литьевые формы с гравитационным заполнением для очень широкого спектра прототипных применений: от силиконовых менструальных чаш до индивидуальных фитингов, овермолдингов, уплотнений, прокладок и уплотнительных колец.
Литьевое Формование с Заполнением
Литьевое формование - наиболее распространенный метод, используемый для формования единого непрерывного силиконового прототипа с использованием двух- или многокомпонентной формы. Во многих случаях форма сконфигурирована таким образом, что гравитация помогает процессу заполнения силиконом. Силикон впрыскивается в канал в верхней части формы, и полость формы постепенно заполняется снизу. Жидкий силикон в конечном итоге выходит через выходные отверстия и воздуховоды в верхней части формы.

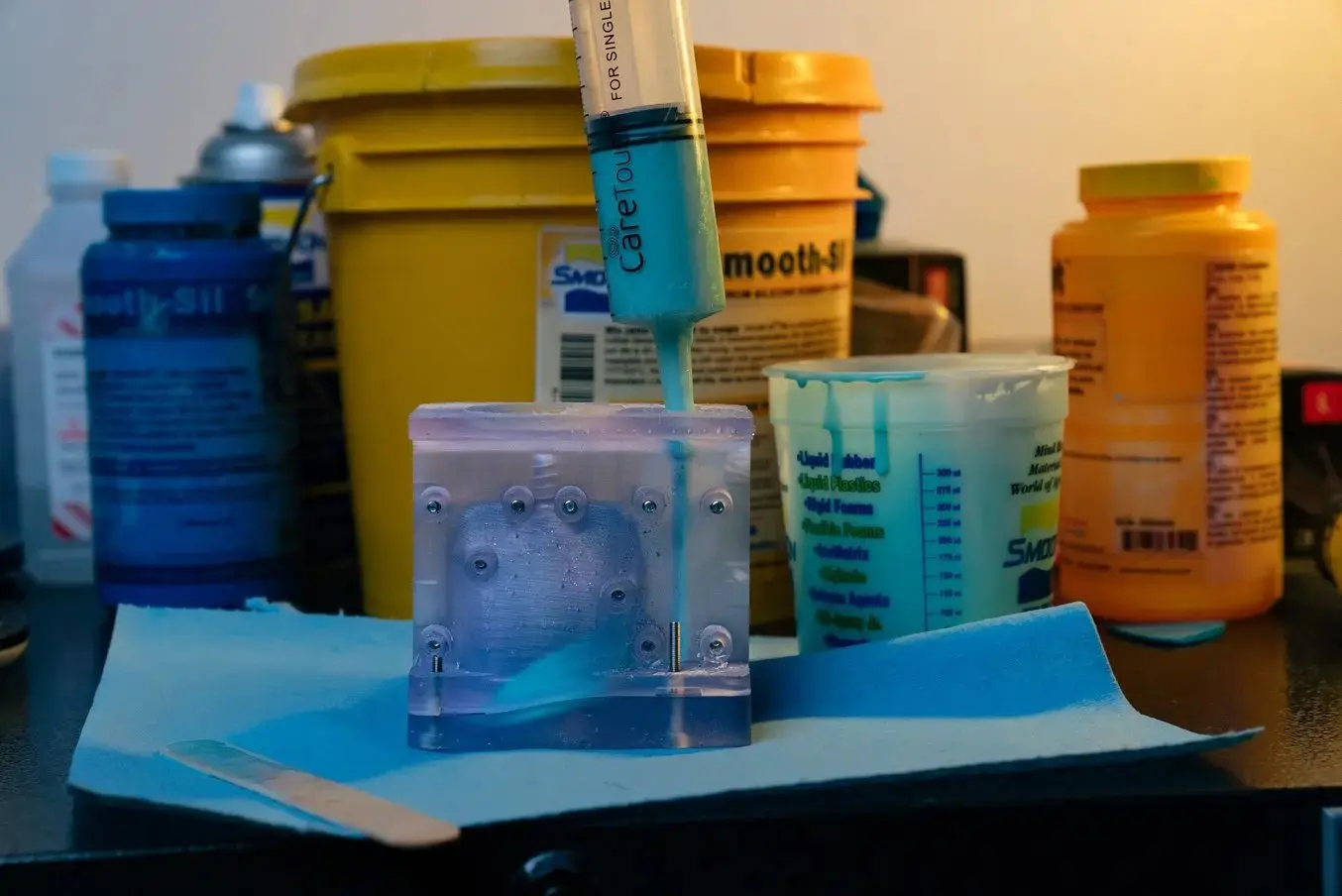
Dame Products использует силиконовый овермолдинг с 3D-печатными формами для производства клиентских бета-прототипов.
Овермолдинг
Овермолдинг идеален для полной или частичной силиконовой инкапсуляции аппаратных средств. Аппаратный компонент подвешивается в двух- или многокомпонентной форме, а затем жидкий силикон впрыскивается в полость формы, либо полностью, либо частично облегая аппаратные средства.

Команда Cosm обратилась к формам-скорлупам конформного типа, которые заполняются силиконом медицинского класса, а затем раскалываются для производства индивидуальных силиконовых имплантов для пациентов.
Формование "Скорлупы"
Форма представляет собой тонкую (<1 мм) оболочку, которая конформно охватывает целевую полость впрыска силикона. После отверждения силикона 3D-печатная форма-скорлупа раскалывается, чтобы открыть силиконовую деталь. Поскольку это расходная форма, которую нельзя использовать повторно, эта техника используется для создания одной индивидуальной детали.
Для получения дополнительной информации о формах-скорлупах, белая книга Formlabs по аудиологии "3D Печать Индивидуальных Силиконовых Вкладышей для Ушей" предоставляет пошаговое руководство.
Хотя результат каждого процесса формования может выглядеть схожим, есть несколько критериев, которые мы рекомендуем для выбора типа формы. К ним относятся целевая геометрия детали и возможность размещения поднутрений и отверстий в дизайне, ваш масштаб производства и материалы, которые вы собираетесь лить. Мы называем несколько рекомендаций в таблице ниже.
| Тип Формы | Геометрия Детали | Материалы | Масштаб Производства |
|---|---|---|---|
| Пресс-Форма | Нет поднутрений | Высокотвердый, силиконовая замазка | Десятки отливок |
| Литьевая Форма с Заполнением | Незначительные поднутрения | 2-компонентные жидкие силиконы | Десятки отливок |
| Форма для Овермолда | Инкапсулировать внутренние аппаратные средства, незначительные поднутрения | 2-компонентные жидкие силиконы | Десятки отливок |
| Форма-Скорлупа | Может размещать большие поднутрения и отверстия | 2-компонентные жидкие силиконы | Одноразовое использование |
| белая книга по производству силиконовых деталей - Formlabs | |||
| Белая Книга | |||
| Производство Силиконовых Деталей с 3D-Печатными Инструментами | |||
| Этот отчет предоставляет пошаговое руководство по 3D-печатной оснастке для производства силиконовых деталей, с лучшими практиками и кейсами клиентов. |
В следующем примере мы создадим форму для производства брелка с встроенным устройством Apple AirTag.
Необходимые Материалы и Оборудование
Материалы
Прозрачная смола Formlabs
Dragon Skin 20 (Pt-cure) от Smooth-On
Цветной пигмент Silc-Pig
Акриловый спрей с глянцевым блеском Krylon
Ease Release 200
Инкапсулированное аппаратное средство, в данном случае, Apple Airtag
Оборудование
Смоляной 3D-принтер Formlabs
Картридж для эпоксидки (50:50)
Пистолет для эпоксидки
Смесительная насадка
Пружинная струбцина
Вакуумная камера и насос*
Автоклав*
*Опционально
-
Дизайн CAD-модели
Сначала вам понадобится CAD-модель конечной детали. Этого можно достичь, спроектировав модель с помощью CAD-программного обеспечения или даже обратным проектированием существующей физической детали, с 3D-сканированием.
В этом примере мы создали форму для производства брелка с встроенным устройством Apple AirTag, поэтому мы использовали цифровую копию устройства Apple AirTag.
-
Дизайн формы для литья силикона
Спроектируйте ваш базовый объем, включая любые инкапсулированные аппаратные средства
Определите линию разъема и разделите форму
Удалите базовый объем из заготовки формы
Спроектируйте литник для заливки силикона
Определите воздуховоды
Добавьте центрирующие элементы для фиксации инкапсулированных аппаратных средств
Добавьте ориентирующие элементы для соединения двух блоков формы
Спроектируйте желоб для силикона
Модифицируйте литник для размещения шприца
Создайте точки для вскрытия на внешней стороне формы
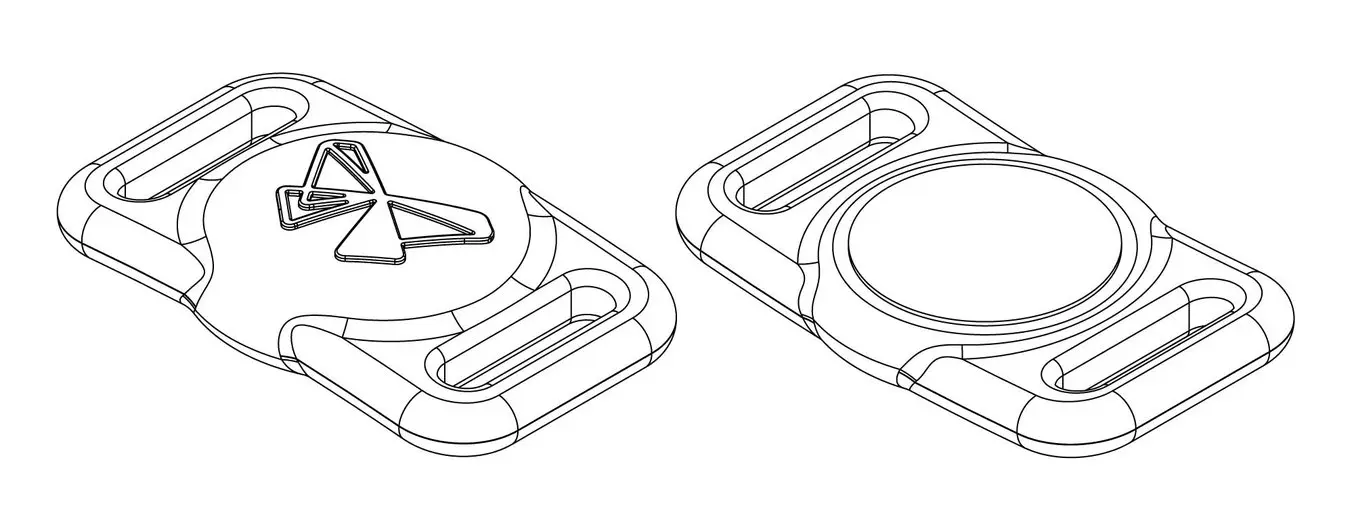
Базовая 3D-модель с инкапсулированным аппаратным средством.
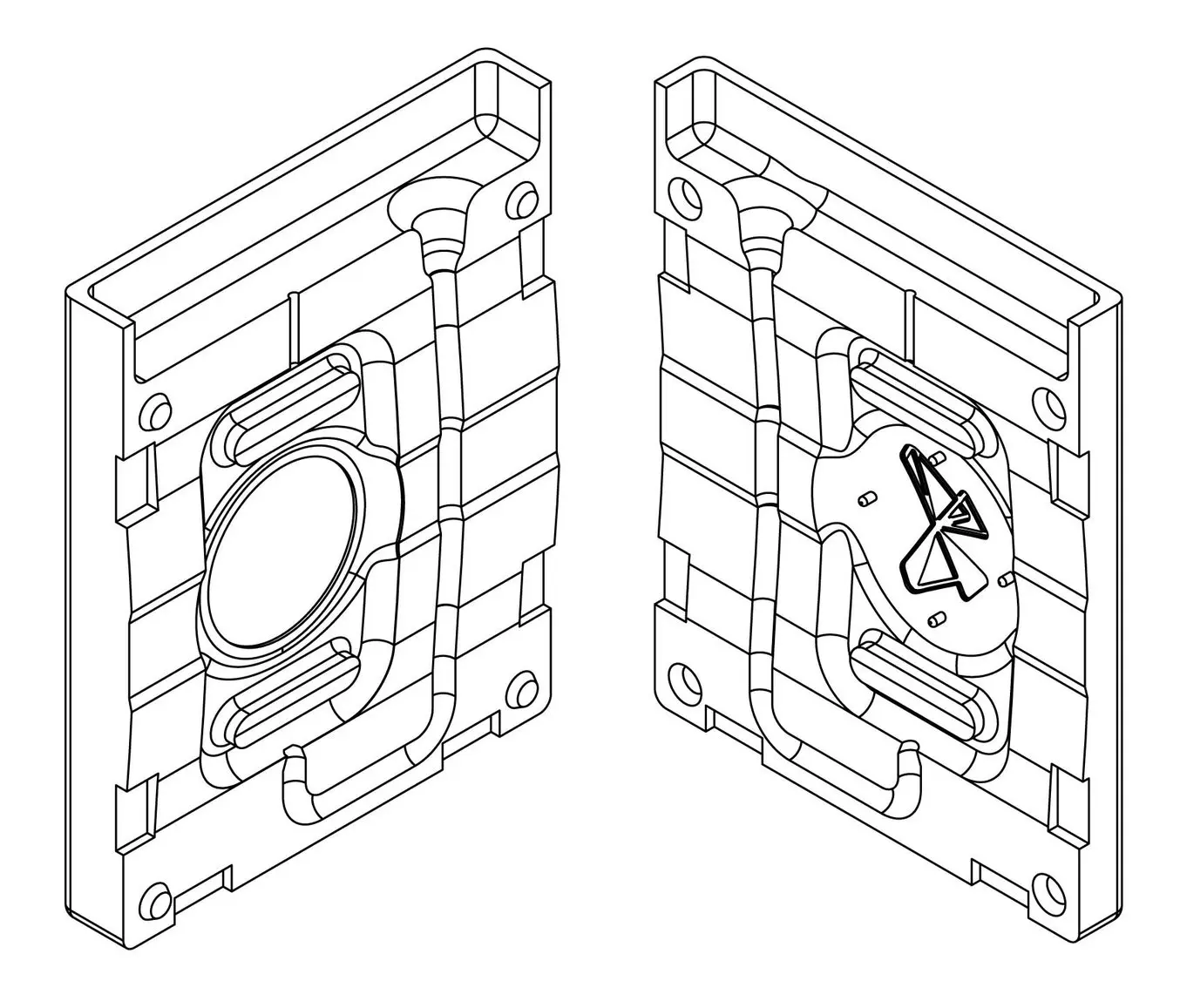
Финальная форма, спроектированная в CAD.
Для получения подробных пошаговых инструкций по дизайну формы, прочитайте нашу белую книгу "Производство Силиконовых Деталей с 3D-Печатными Инструментами".
-
3D-печать формы
В зависимости от необходимого размера, вы можете использовать один из смоляных 3D-принтеров Formlabs, Form 3+, для небольших форм, или Form 3L для крупноформатных отпечатков.
С точки зрения выбора смолы, подходят многие доступные смолы, однако Прозрачная смола или Biomed Clear Resin - отличные варианты для визуализации потока силикона при литье вашей детали.
Используя программное обеспечение для подготовки к печати Formlabs, PreForm, вы можете автоматически подготовить вашу модель к печати и отправить модель на ваш принтер. Мы рекомендуем печатать с высотой слоя 50 микрон для хорошего баланса между гладкой текстурой поверхности и быстрым временем печати.
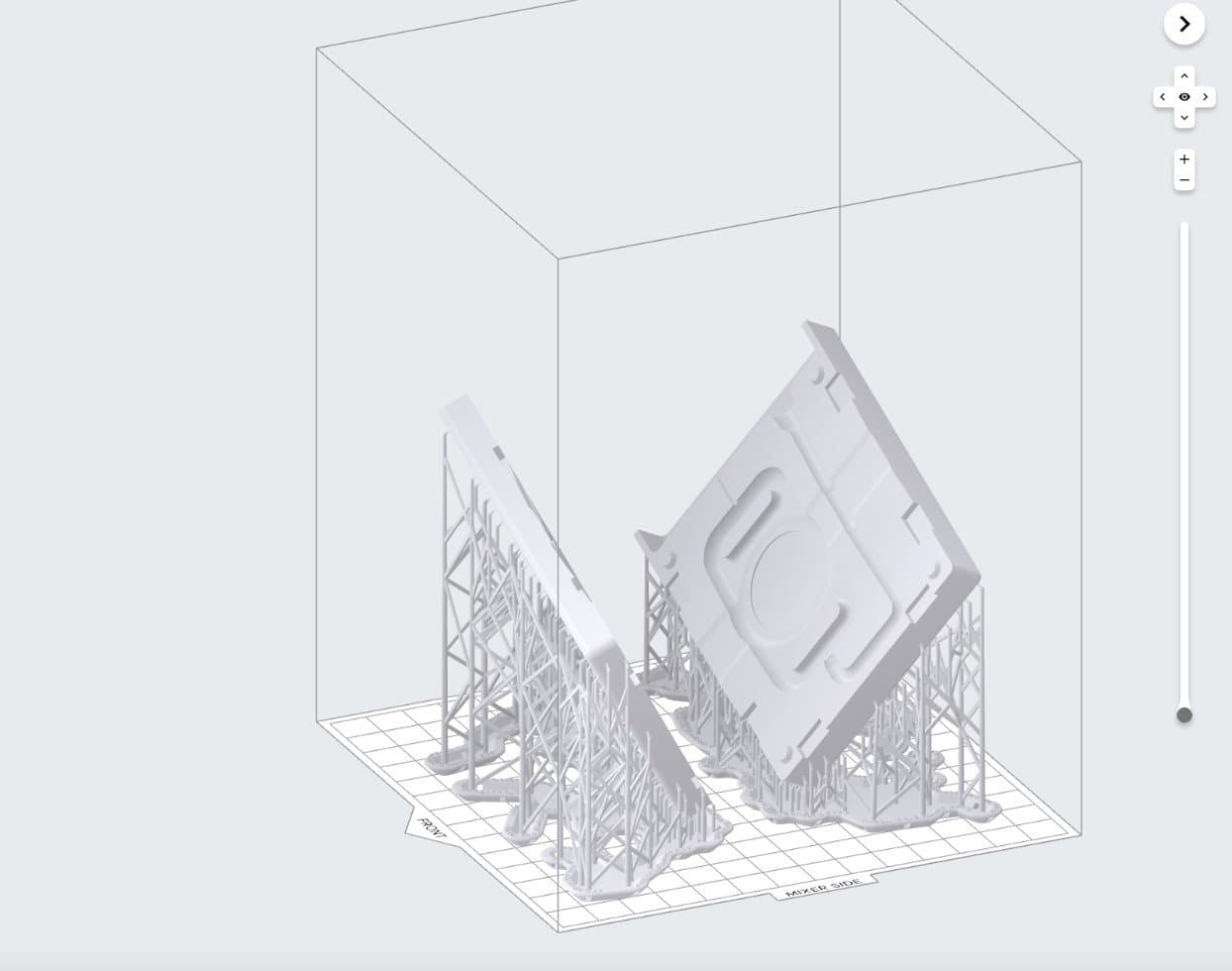
Подготовка формы для литья силикона к 3D-печати с автоматической генерацией поддержек в PreForm.
Поскольку силикон подхватывает мелкие детали на поверхности, включая линии слоев, высота слоя 25 микрон может понадобиться для некоторых эстетических применений. Ориентируйте ваши детали на платформе построения так, чтобы критически важные внутренние поверхности были свободны от следов поддержек. Размещение заготовки формы плашмя на платформе построения может работать в некоторых случаях.
После печати формы, промойте и отвердите напечатанные детали и удалите поддержки.
-
Сборка и заполнение формы
Подготовьте вашу форму к литью, нанеся защитные покрытия и разделительный агент. Рассмотрите использование разделительного агента всякий раз, когда два разных материала вступают в контакт друг с другом. Это включает встроенные аппаратные средства, которые вы планируете вставлять и извлекать из овермолдированной силиконовой оболочки. Обратитесь к нашей таблице рабочих процессов клиентов в нашей белой книге для рекомендаций.
Следуйте инструкциям на упаковке вашего материала и дождитесь полного отверждения или высыхания покрытий, прежде чем переходить к следующему шагу.
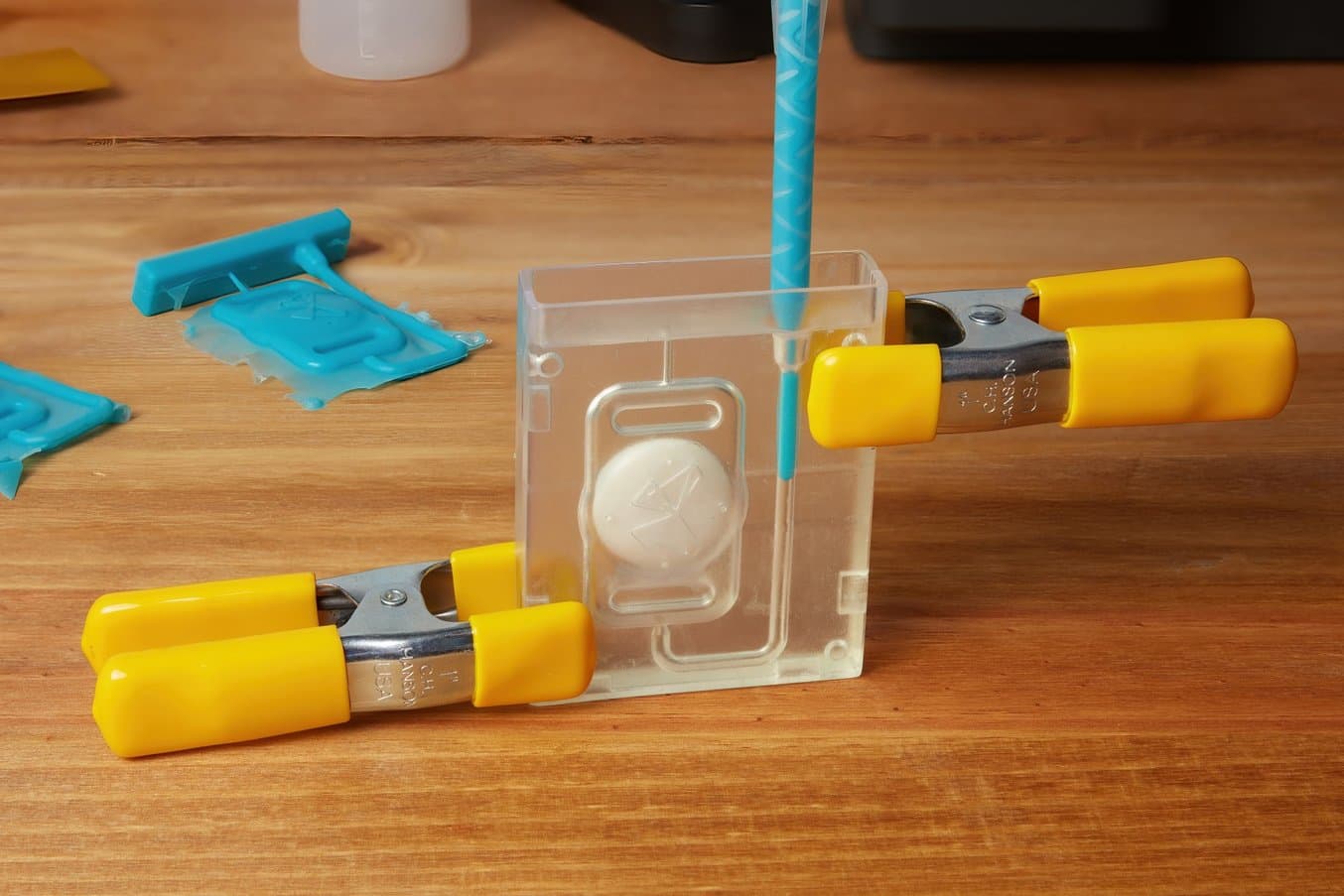
Аккуратно зажмите форму, начиная в направлении извлечения, убедившись, что заготовка формы и любые инкапсулированные объекты остаются в соосности.
Зажимание и заполнение формы для литья силикона.
Приготовьте силиконовый материал по вашему выбору и заполните форму. Чтобы узнать больше о том, какой тип силиконового материала выбрать, прочитайте нашу белую книгу.
-
Извлечение и финишная обработка
Затем извлеките и подрежьте силиконовую деталь. Это нормально - образование некоторого облоя внутри и вокруг линии разъема. Сначала удалите излишки силикона с внешней стороны формы. Вскройте форму, вставив плоскую отвертку или другой плоский инструмент в точку для вскрытия и аккуратно провернув его, чтобы разорвать уплотнение. Извлеките силиконовую деталь, помня о том, что некоторый силикон может потребоваться аккуратно обрезать от любых воздуховодов.
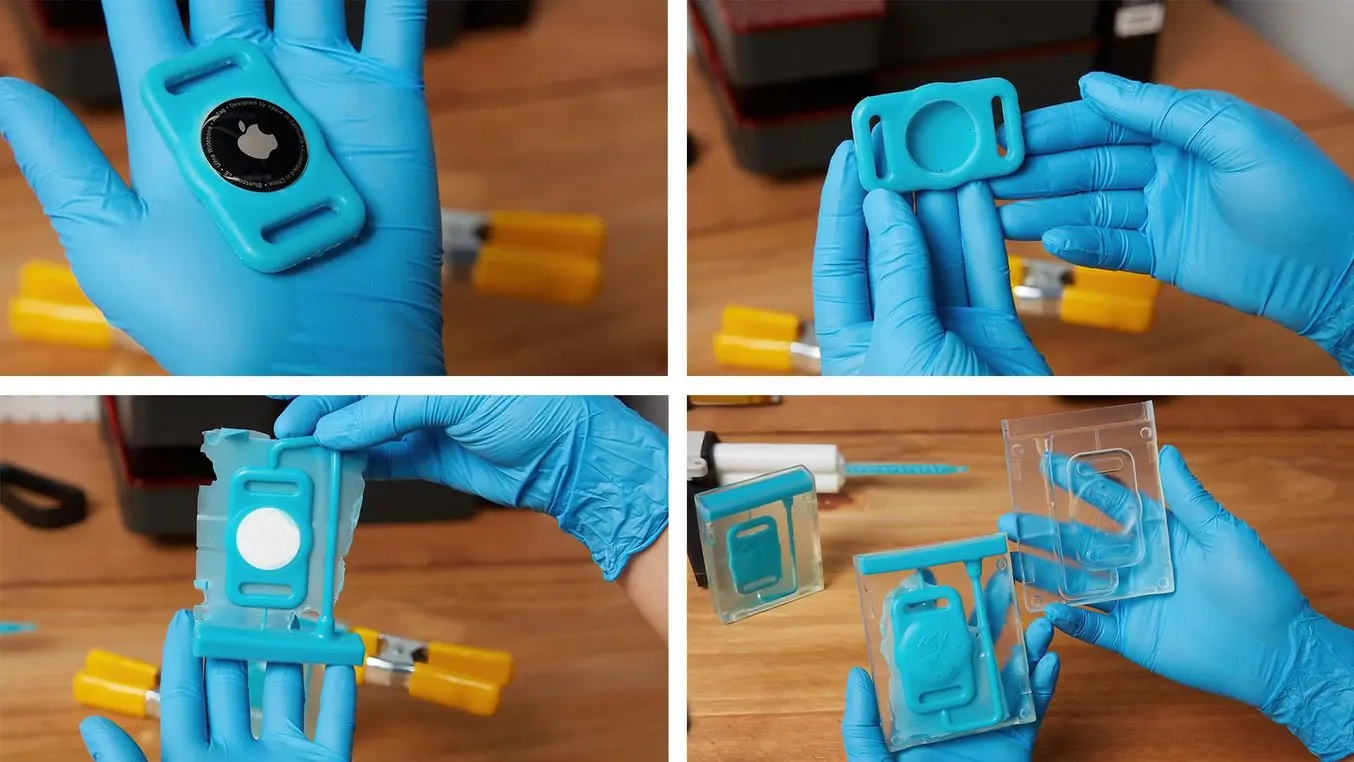
Извлечение и обрезка излишков литья силикона, и конечный брелок со встроенным устройством Apple AirTag, изготовленный с помощью 3D-печати и литья силикона.
После извлечения силиконовой детали из формы используйте острый резак или бокорезы, чтобы обрезать вентиляционные и литниковые элементы от детали. Остаточные бугорки могут быть аккуратно удалены с помощью мокрой мелкозернистой наждачной бумаги. Наконец, вы можете вымыть деталь с мылом и водой, чтобы удалить остатки наждачной бумаги и разделительного агента.
В зависимости от вашего типа формы, вы можете использовать форму многократно. Вам может понадобиться очистить воздуховоды острым инструментом и/или повторно нанести разделительный агент перед повторным заполнением силиконом.
Это нормально - пройти через пару итераций дизайна формы после испытания полного сквозного рабочего процесса. Несколько изменений дизайна, которые вам, возможно, потребуется рассмотреть, включают увеличение расстояния смещения между сопрягаемыми элементами, перемещение центрирующих штифтов для обеспечения полной фиксации инкапсулированных объектов или добавление воздуховодов в областях, которые склонны задерживать пузырьки воздуха во время заполнения.
Начните Изготавливать Силиконовые Детали с 3D-Печатью

Независимо от того, изготавливаете ли вы силиконовые детали с 3D-печатными формами, изготавливаете силиконовые формы для литья других материалов или непосредственно 3D-печатаете силиконоподобные мягкие материалы, такие как семейство Гибких и Эластичных смол Formlabs, 3D-печать может помочь в процессе.
Полная, простая в использовании экосистема Formlabs делает простым начало работы с 3D-печатью форм для производства силиконовых деталей и добавлением мягких резиноподобных компонентов в ваш продукт или проектный портфель.
}} "3D принтер Phrozen Sonic Mega 8K V2 10083")
}} "3D принтер Phrozen Sonic XL 4K PLUS 10084")
}} "3D принтер Phrozen Sonic Mega 8K S 10161")
}} "3D принтер Formlabs Form 4 10122")
}} "3D принтер Formlabs Form 4L 10123")