MJF против SLS: Сравнение 3D-принтеров для порошкового лазерного сплавления

MJF против SLS: Сравнение 3D-принтеров для порошкового лазерного сплавления
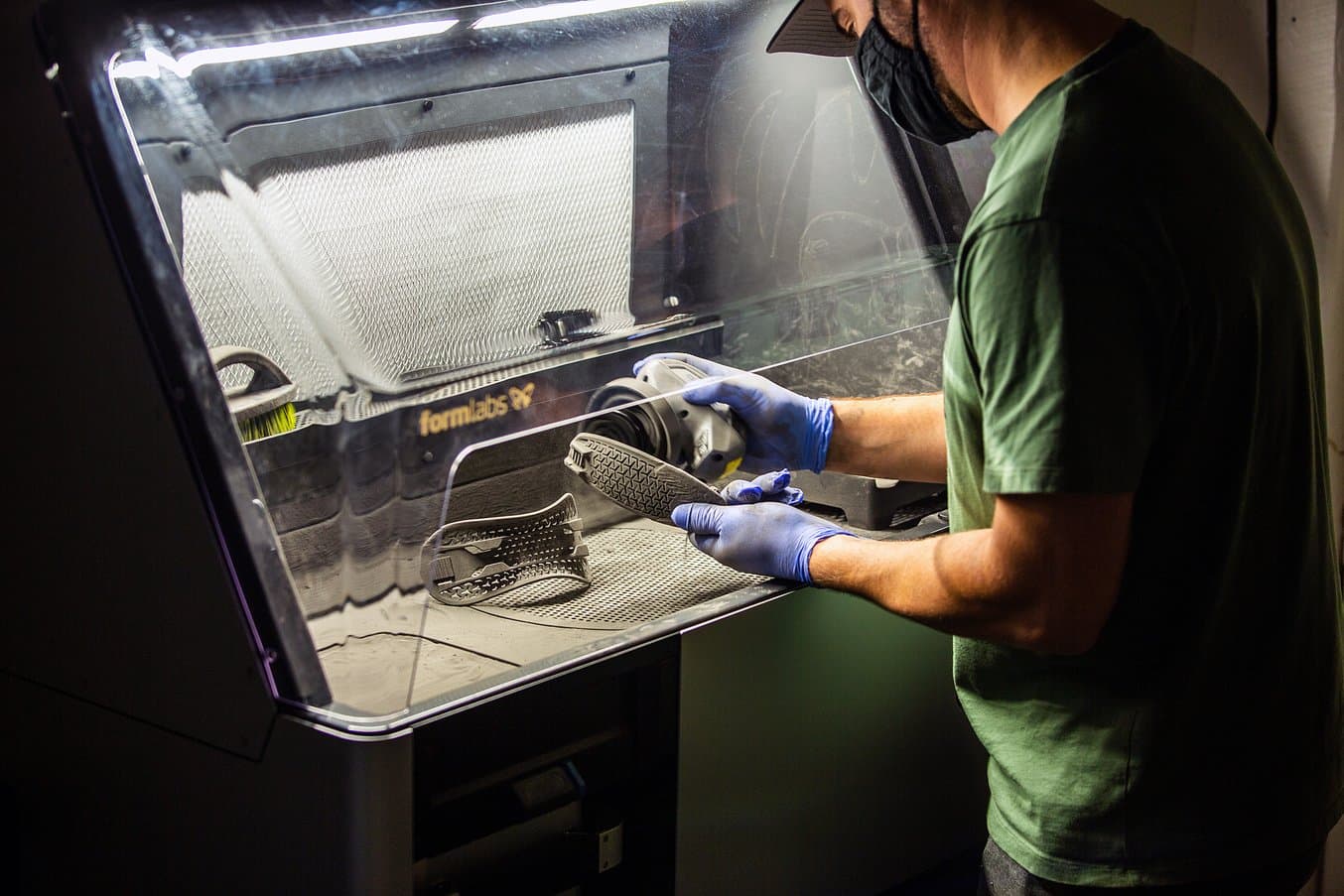
Один и тот же прототип автомобильного коллектора, напечатанный на 3D-принтере Fuse 1+ 30W SLS (слева), 3D-принтере HP Multi-Jet Fusion (MJF) (в центре) и 3D-принтере EOS SLS (справа).
Технология 3D-печати порошковым лазерным сплавлением, хотя и не является недавним изобретением, представляет собой один из крупнейших и наиболее быстрорастущих сегментов индустрии 3D-печати. Для 3D-печати порошками на пластиковой основе двумя наиболее популярными методами являются технология селективного лазерного спекания (SLS) и технология Multi-Jet Fusion (MJF).
Благодаря инновациям в области аппаратного обеспечения, программного обеспечения и материалов производители 3D-принтеров расширяют спектр возможных применений как для SLS, так и для MJF 3D-принтеров, таких как мелкосерийное производство готовых деталей, функциональное прототипирование, производственная оснастка и запасные части. Обе эти формы технологии порошкового сплавления имеют свои специфические преимущества и недостатки, и при выборе между технологиями следует учитывать такие факторы, как стоимость, занимаемая площадь, предполагаемое применение и объемный потенциал.
В этом руководстве мы обсудим принцип работы каждой технологии, их достоинства и недостатки, а также различные области применения, в которых они могут быть оптимально использованы.
Почему стоит выбрать пластиковую 3D-печать порошковым лазерным сплавлением?
Высокая производительность и низкая стоимость одной детали
Принтеры порошкового сплавления обычно крупнее, чем более распространенные технологии моделирования методом наплавления (FDM) или стереолитографии (SLA), и поэтому они более способны производить множество деталей за одну сборку. Рабочая камера и самоподдерживающаяся природа порошкового слоя позволяют укладывать детали вертикально и даже вкладывать их друг в друга. Эта особенность позволяет операторам SLS или MJF 3D-принтеров максимально эффективно использовать пространство и заполнять всю камеру максимально плотно. Отсутствие поддерживающих структур также означает, что постобработка деталей проще и менее трудоемка, что позволяет производить детали последовательно в больших масштабах.
Например, 3D-принтеры Formlabs Fuse Series автоматизируют эту функцию с помощью оптимизированного алгоритма упаковки, который ориентирует детали так, чтобы был заполнен каждый возможный сантиметр. Полное заполнение рабочей камеры также согласовывает плотность упаковки с коэффициентом обновления порошка, так что весь неспеченный порошок может быть повторно использован для обеспечения безотходного рабочего процесса печати.
Резюмируя, 3D-печать порошковым сплавлением с полностью заполненной рабочей камерой снижает стоимость одной детали за счет:
-
Производства большего количества деталей за меньшее количество сборок, что повышает общую эффективность и сокращает трудозатраты.
-
Оптимизации количества неспеченного порошка для минимизации или даже полного исключения отходов.
Знакомство с материалами
Основная группа материалов, используемых в печати SLS и MJF, — это нейлон, высокоэффективный конструкционный термопласт как для функционального прототипирования, так и для конечного производства, используемый для широкого спектра современных промышленных и потребительских товаров. Нейлон устойчив к ультрафиолету, свету, теплу, влаге, растворителям, температуре и воде. 3D-печатные нейлоновые детали также могут быть биосовместимыми и не вызывать сенсибилизации, что означает, что они подходят для контакта с кожей и безопасны для использования во многих контекстах.
Хотя многие предприятия, которые передают детали на аутсорсинг контрактным производителям или сервисным бюро, могут не понимать различий между технологиями SLS и MJF, они знакомы с материалом, что означает, что внедрение технологий порошковой 3D-печати проще, чем большинства других процессов.

Материалы для 3D-печати методом порошкового сплавления знакомы инженерам и потребителям и используются для производства прочных, надежных готовых изделий.
Что такое SLS 3D-печать?
SLS 3D-печать была первой технологией порошковой 3D-печати и на протяжении десятилетий остается популярным выбором для инженеров и производителей. Изобретенная в 1982 году группой исследователей Техасского университета в Остине, технология SLS относится к технологии, при которой мощный лазер спекает тонкий слой порошка сверху, формируя твердое поперечное сечение желаемой геометрии. После каждого слоя принтер наносит еще один тонкий слой порошка поверх рабочей камеры, в то время как платформа печати опускается, и формируется следующий слой. Этот метод лазерного порошкового сплавления привлекателен для производителей, инженеров и разработчиков продуктов из-за низкой стоимости детали, высокой объемной производительности и знакомства с материалом.
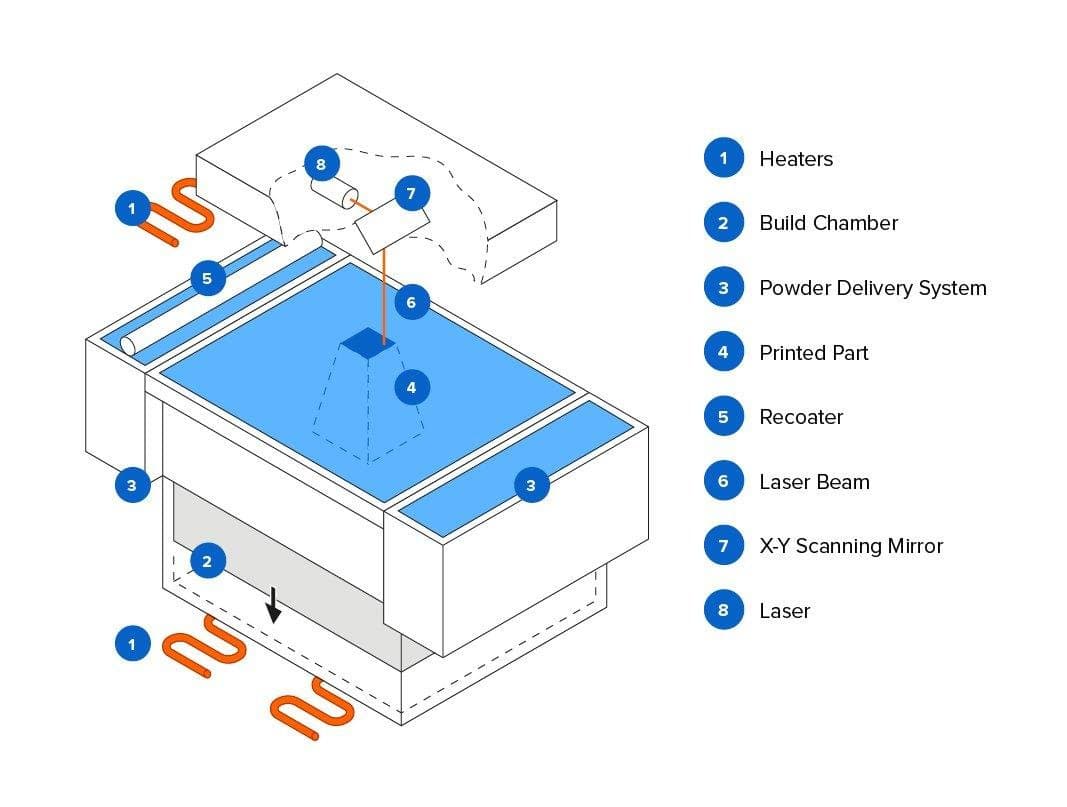
Схема процесса селективного лазерного спекания.
SLS 3D-принтеры на рынке сегодня
Промышленные SLS-принтеры доступны уже несколько десятилетий и использовались как еще один элемент тяжелого машиностроения или производственного оборудования — отлично справляясь с задачей, для которой они были разработаны, но доступные только для крупных учреждений, имеющих пространство, финансирование и выделенных операторов.
Производители, такие как EOS или 3D Systems, разрабатывают эти системы с учетом очень конкретных клиентов. Их клиенты тратят сотни тысяч, если не миллионы, на оборудование, обслуживание и техническую поддержку каждый год и имеют склады и инфраструктуру для их обеспечения. Их клиентами не являются стартапы, малые предприятия или частные лица, просто потому, что они были исключены из рынка решений для порошковой 3D-печати из-за высокой цены.
В последние годы были предприняты усилия по созданию менее дорогих решений для SLS-печати меньшего масштаба, которые недоступны для технологии MJF, предлагающей только крупноформатные варианты.
Серия Fuse от Formlabs стала первым SLS-принтером настольного размера, способным производить детали промышленного качества, сравнимые с теми, что производятся дорогими вариантами, такими как традиционные SLS-системы. Благодаря занимаемой площади менее половины размера входной машины EOS, оптимизированному рабочему процессу и доступной цене (чуть менее 30 000 долларов за Fuse 1+ 30W) сотни малых и средних производителей смогли внедрить SLS у себя, в то время как крупные производители получили возможность увеличить парк оборудования и децентрализовать аспекты своего производства.
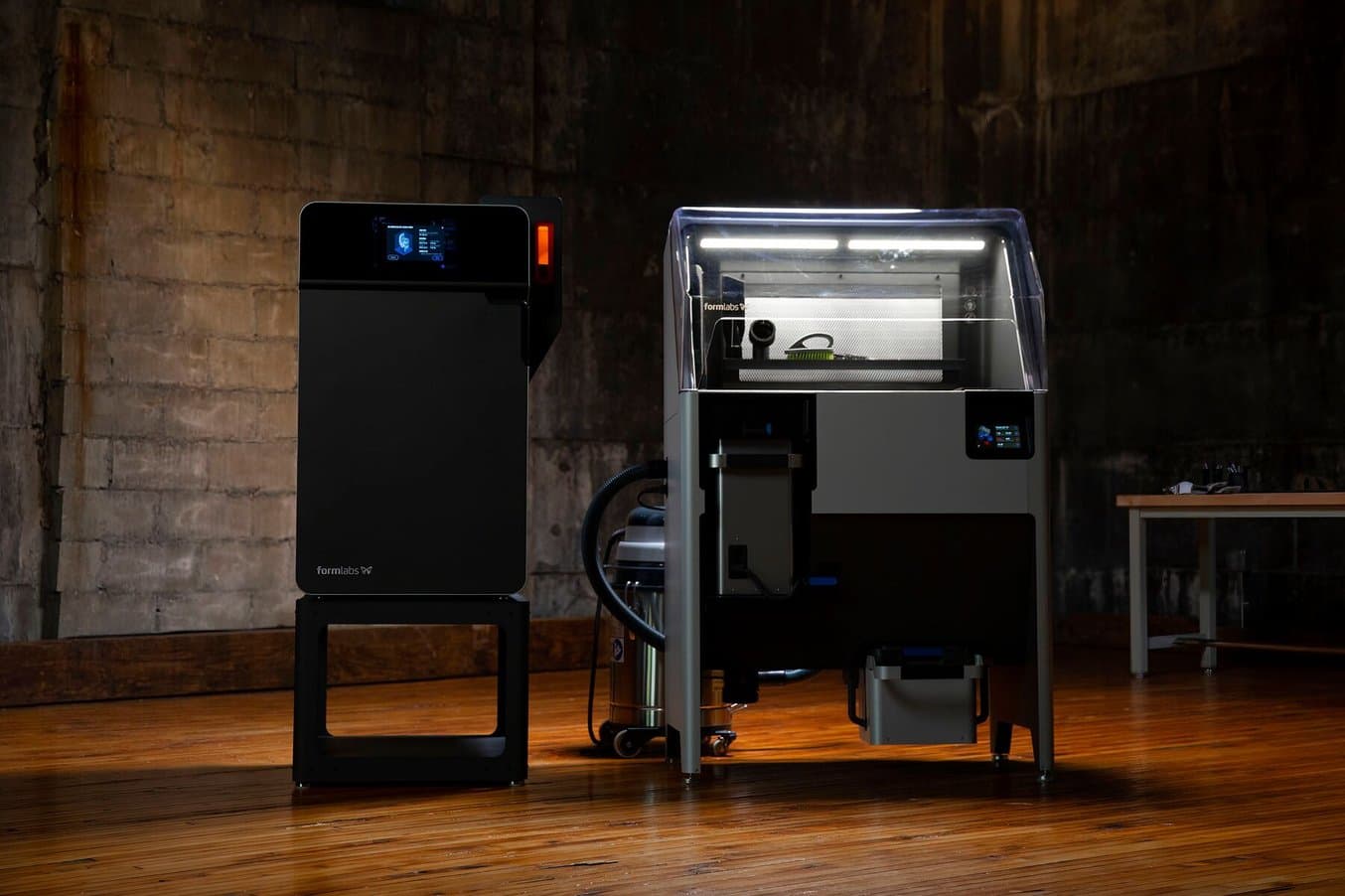
3D-принтер Fuse 1+ 30W SLS и универсальная станция восстановления порошка Fuse Sift.
Что такое MJF 3D-печать?
3D-печать Multi Jet Fusion — это процесс аддитивного производства с порошковым сплавлением, который производит детали, похожие на SLS, используя несколько иной процесс. Для формирования деталей принтер подает жидкое связующее вещество из множества маленьких сопел на порошковый слой, переводя порошки в полутвердое состояние перед завершением процесса нагреванием. Затем инфракрасный источник тепла отверждает полутвердое поперечное сечение, после чего наносится новый слой порошка и процесс повторяется. Процесс был изобретен в 2016 году компанией Hewlett Packard (HP) и остается запатентованным под этим брендом.
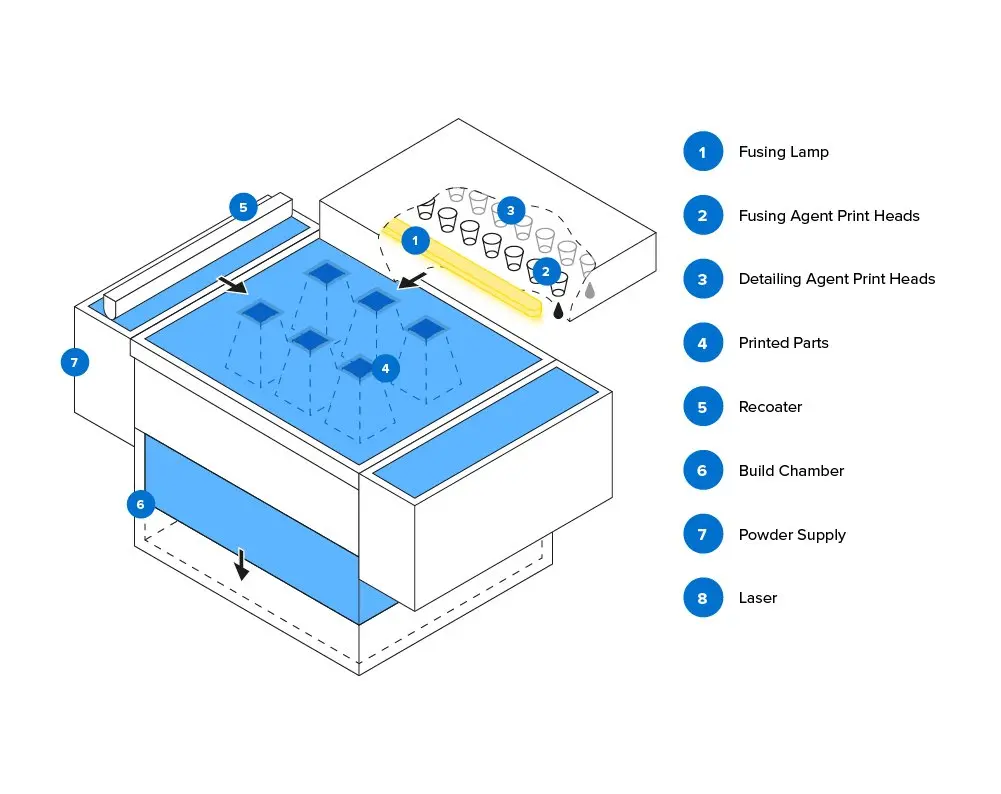
Схема процесса Multi-Jet Fusion.
Принтеры Multi Jet Fusion часто рассматриваются как взаимозаменяемые с SLS-принтерами, особенно когда предприятия передают 3D-печатные детали на аутсорсинг в сервисные бюро. Эти сервисные бюро предлагают множество типов технологий 3D-печати, но часто не делают различий между двумя отдельными типами деталей, напечатанных методом порошкового сплавления, поскольку свойства конечных деталей в значительной степени схожи.
Как и в случае с SLS-принтерами, детали MJF не требуют поддержек и, следовательно, предоставляют больше свободы дизайна и не имеют сложных этапов постобработки, необходимых для некоторых других процессов 3D-печати. Комбинация жидкого связующего и тепла создает детали с почти идентичными механическими свойствами по сравнению с лазерным спеканием, и детали также в основном изотропны.
MJF 3D-принтеры на рынке сегодня
HP до сих пор владеет патентом на технологию MJF 3D-печати, поэтому единственные MJF-принтеры на рынке принадлежат линейке HP — серии Multi Jet Fusion 3D. HP также контролирует проприетарное программное обеспечение, необходимое для работы принтеров. С ценами в диапазоне от примерно 350 000 до более 600 000 долларов, 3D-принтеры HP обеспечивают высокоточные детали, но требуют больших инвестиций с точки зрения затрат, времени, текущего обслуживания и инфраструктуры, аналогично традиционным решениям для SLS 3D-печати. MJF 3D-принтеры HP чаще всего используются сервисными бюро, крупными внутренними лабораториями аддитивного производства для компаний из списка Fortune 500, а благодаря своим возможностям многоцветной печати они часто являются частью передовых производственных инициатив медицинских центров. HP ранее предлагала MJF 3D-принтер меньшего формата, предназначенный для дизайнеров и команд по разработке продуктов, но недавно он был снят с производства.

Решение для 3D-печати HP Multi Jet Fusion 4200.
Сравнение SLS и MJF 3D-печати
Качество и производительность деталей
Поскольку технологии 3D-печати порошковым сплавлением в основном внедряются для функционального прототипирования или производства, точность и механическая прочность находятся на первом месте. Для принтеров в этом ценовом диапазоне детали должны работать. Другие технологии подходят для прототипов, имитирующих внешний вид или проверку посадки, но пользователи SLS и MJF используют свои детали в более требовательных условиях и должны полагаться на их прочность и долговечность. В этом отношении детали SLS и MJF практически идентичны, поскольку наиболее распространенные доступные материалы одни и те же или похожие — разновидности нейлона, нейлоновые композиты, а некоторые порошковые принтеры имеют возможность печатать гибкими материалами, такими как TPU.
Для прототипирования размерная точность имеет первостепенное значение, а для производства важны повторяемость и стабильность размеров. Как SLS, так и MJF принтеры способны производить размерно точные детали с высокой стабильностью. Например, после обширных испытаний было обнаружено, что принтеры Fuse Series достигают стандартного допуска по XY +/- 0,5% или 0,3 мм, в зависимости от того, что больше. Для оси Z общая точность составляет +/- 1% или 0,6 мм, в зависимости от того, что меньше. Повторяемость и точность отдельных деталей исключительно высоки, сохраняя +/- 0,5% в любом заданном месте. Данные были опубликованы в нашем техническом документе.
Измерение размерной точности SLS и повторяемости печати
В этом техническом документе подробно описаны методы и результаты анализа принтеров Fuse Series, демонстрирующие способность системы производить размерно точные детали с высокой повторяемостью.
Ознакомиться с результатами
| Свойство | SLS: Fuse 1+ 30W - Nylon 12 Powder | Traditional SLS: EOS - PA 12 Powder | MJF: HP - HP 3D High Reusability PA 12 |
|---|---|---|---|
| Прочность на растяжение | 50 МПа | 48 МПа | 48 МПа |
| Модуль упругости при растяжении | 1850 МПа | 1650 МПа | 1700 МПа |
| Модуль упругости при изгибе | 1600 МПа | 1500 МПа | 1730 МПа |
| Относительное удлинение при разрыве | 11% | 18% | 20% |
| Температура тепловой деформации при 0,45 МПа | 171 °C | 154 °C | 175 °C |
Обе формы технологий порошкового сплавления производят детали с немного зернистой текстурой и имеют схожие рекомендации по методам постобработки. Инженеры и производители ожидают эту текстуру от порошковых 3D-печатных деталей, и обычно не делается различий между текстурой поверхности, напечатанной на SLS и MJF.

Корпус прототипа дрели, напечатанный на SLS-принтере Fuse 1+ 30W (слева), MJF-принтере HP (в центре) и SLS-принтере EOS (справа).
Затраты и окупаемость инвестиций (ROI)
Те, кто рассматривает возможность внедрения собственного SLS или MJF порошкового 3D-принтера, должны учитывать не только первоначальную цену покупки оборудования. Чтобы рассчитать ROI, необходимо понимать, как складываются затраты на материалы, рабочую силу и техническое обслуживание в процессе постоянного владения. В процессе покупки правильные вопросы могут помочь выявить скрытые затраты.
Как упоминалось ранее, цены на традиционные промышленные SLS-принтеры начинаются около 200 000 долларов, в то время как системы MJF стартуют с еще более высокой отметки — около 350 000 долларов. SLS также доступен в более компактной форме: серия Fuse начинается с 30 000 долларов за принтер Fuse 1+ 30W и чуть менее 60 000 долларов за полный комплект, включающий станцию восстановления порошка Fuse Sift, автоматизированное решение для очистки и полировки Fuse Blast, план обслуживания и все необходимое для печати.
Что касается планов обслуживания, для традиционных SLS и MJF принтеров они обычно оцениваются примерно в 10% от цены покупки принтера в год. Когда комплексные решения могут стоить до 600 000 долларов, сопутствующий обязательный план обслуживания может стоить столько же, сколько несколько SLS-принтеров Fuse Series каждый год.
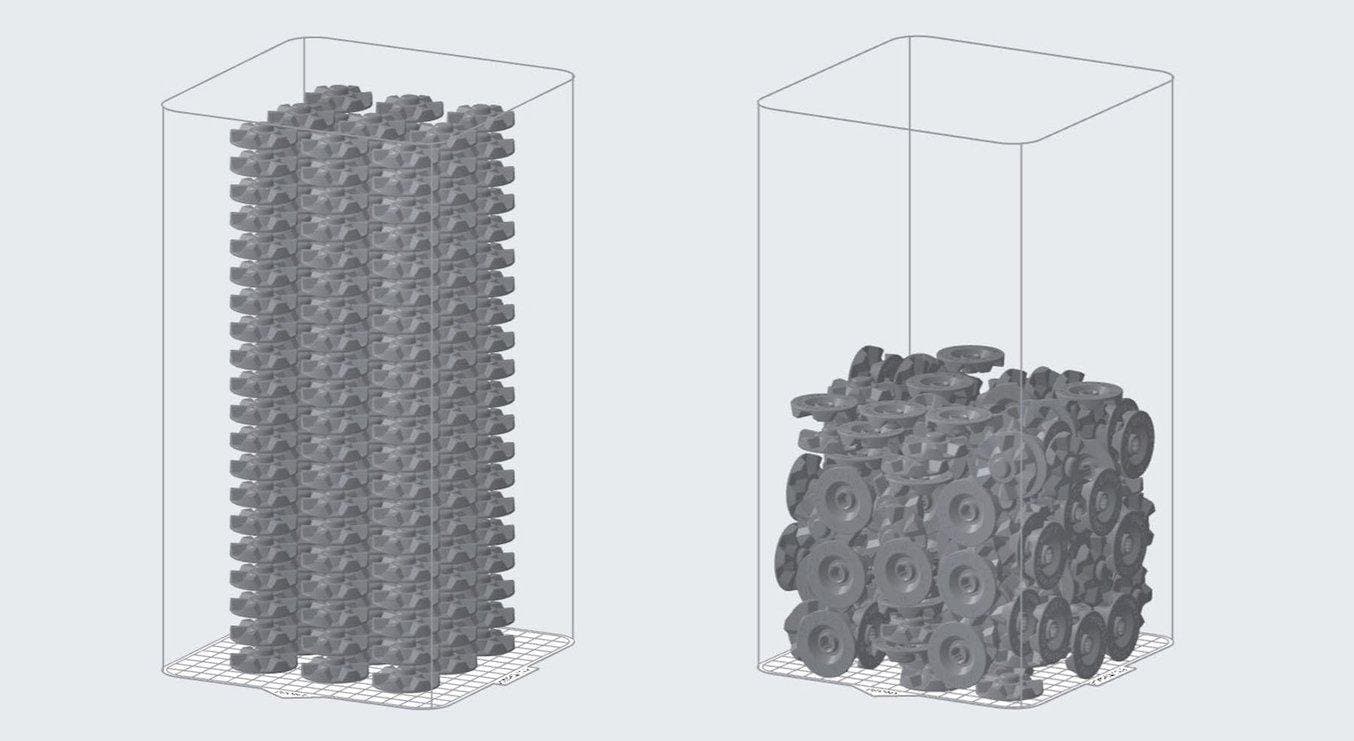
Что касается материалов, отраслевая стандартная цена составляет около 100 долларов за кг, но большинство производителей предлагают оптовые цены, которые могут снизить ее более чем на 50% для производственных объемов. Однако есть одна оговорка: системы SLS и MJF имеют разный уровень эффективности использования этого порошка. 3D-принтеры HP требуют располагать детали на большом расстоянии друг от друга, чтобы снизить риск теплового накопления. Рекомендуемая плотность упаковки ограничена примерно 8-10%, что означает, что вам придется выбрасывать столько же материала, сколько идет на печатные детали. Это означает, что системы MJF создают много неперерабатываемого порошка, что увеличивает текущие затраты на печать.
Для обеих этих крупных систем энергия, необходимая для выполнения печати, означает, что запуск заданий всего для нескольких мелких деталей неэффективен, что еще раз подчеркивает, что только производители с предсказуемыми потребностями в 3D-печати больших объемов должны добавлять промышленную систему порошкового сплавления. Напротив, принтеры Fuse Series могут достичь плотности упаковки более 30-40% и могут вкладывать детали друг в друга для оптимизации предоставленного пространства. Поскольку потребление энергии низкое, печать может выполняться с очень низкими затратами на электроэнергию, и пользователи могут печатать только то, что им нужно, когда им это нужно, без какого-либо ущерба для своей прибыли.
SLS и MJF принтеры популярны, потому что отсутствие поддерживающих структур означает, что постобработка эффективна и менее трудоемка, чем для большинства других процессов 3D-печати. Однако при рассмотрении стоимости сложной системы, такой как SLS от EOS или Multi Jet Fusion 3D принтеры от HP, следует также учитывать необходимость в выделенном техническом специалисте.
Программное обеспечение
SLS и MJF 3D-принтеры обычно поставляются с проприетарным программным обеспечением для подготовки печати, управления печатью, мониторинга и обслуживания. Помимо этих стандартных функций, программное обеспечение для эффективной упаковки деталей в сборку также необходимо для порошковой 3D-печати. Некоторые компании встраивают эту функцию в свое программное обеспечение для подготовки печати, например, PreForm от Formlabs, который имеет алгоритм автоматической упаковки, в то время как другие производители требуют, чтобы клиенты приобретали готовые решения отдельно, что может стоить дополнительно 10 000 долларов и более.
Принтеры Fuse Series используют программное обеспечение для подготовки печати PreForm (доступно для бесплатной загрузки), которое позволяет легко дублировать и организовывать несколько деталей в 3D-сетке, чтобы использовать как можно больше пространства сборки для одной печати. PreForm автоматически предлагает оптимальную ориентацию и упаковку деталей с возможностью ручной настройки при необходимости.
Доступность материалов
Наиболее распространенным материалом как для SLS, так и для MJF 3D-печати является нейлон, в частности нейлон 12. Нейлон также доступен в нескольких вариантах и композитах, каждый из которых адаптирован для различных применений и оптимизирован для определенных свойств, таких как повышенная прочность, жесткость или гибкость. Например, нейлон 11 — это более пластичный, прочный, гибкий вариант, нейлон, наполненный стекловолокном, обладает повышенной жесткостью и термостабильностью, а нейлон, наполненный углеродным волокном, предлагает легкий вес и высокую производительность. Некоторые SLS и MJF принтеры также могут печатать полипропиленом (PP) и гибкими материалами, такими как TPU или TPE.
Хотя большинство SLS и MJF принтеров предлагают несколько материалов, переключение между этими материалами часто не является простым — для крупных промышленных принтеров это может занять день или больше, потому что машина должна быть тщательно очищена от предыдущего материала, чтобы избежать ошибок печати. В результате клиенты крупных SLS и MJF принтеров обычно имеют принтеры, предназначенные для одного материала. Серия Fuse упрощает этот рабочий процесс и позволяет переключаться в течение часа между материалами, использующими одну и ту же базовую основу, и в течение пары часов между другими материалами.
При сравнении наиболее экономически эффективных вариантов, доступных на рынке сегодня, самый популярный MJF-принтер и самая популярная SLS-платформа предлагают одинаковое количество материалов — четыре. HP Jet Fusion 5000 (начиная с 350 000 долларов) предлагает пять материалов: нейлон 12 (стандартный или наполненный стекловолокном), нейлон 11, PP и TPU, в то время как Formlabs Fuse 1+ 30W (начиная с 30 000 долларов) предлагает нейлон 12 (стандартный, белый, прочный или наполненный стекловолокном), нейлон 11 (стандартный или наполненный углеродным волокном) и TPU, причем другие материалы находятся в разработке.

SLS 3D-печать ускоряет инновации и поддерживает бизнес в широком спектре отраслей, включая машиностроение, производство и здравоохранение.
Как и в случае с любой технологией 3D-печати, сами материалы оказывают наибольшее влияние на производительность, и поскольку детали SLS и MJF в основном изотропны, именно структура полимера оказывает наибольшее влияние на прочность, надежность и долговечность. В этом отношении SLS и MJF принтеры практически идентичны.
Рабочий процесс
Посмотрите это видео, чтобы увидеть пошаговый процесс использования 3D-принтера Fuse Series для селективного лазерного спекания (SLS) и станции восстановления порошка Fuse Sift.
Рабочий процесс для SLS и MJF принтеров очень похож; порошок должен поддерживаться в контролируемой среде, проходить постобработку с использованием вспомогательного оборудования и инструментов, и для большинства принтеров может быть переработан обратно в новые отпечатки.
Как традиционные SLS-принтеры, так и MJF 3D-принтер от HP требуют интенсивного многодневного обучения для первоначальной настройки, чтобы технический специалист компании мог обучить пользователя необходимым рабочим процессом и этапам обслуживания. Как традиционные промышленные SLS, так и MJF принтеры требуют постоянного технического обслуживания между каждым отпечатком, поэтому все операторы должны быть обучены работе с конкретной машиной. Для большинства крупных предприятий, у которых 3D-принтеры находятся в производственной среде вместе с несколькими другими сложными станками, это не является дополнительными затратами. Для медицинских учреждений, малого бизнеса и образовательных учреждений этот обученный и доступный оператор является дополнительным расходом.
Напротив, SLS-принтеры Fuse Series работают по принципу «включай и работай» и требуют простой настройки в течение одного-двух часов перед началом первой печати или виртуального обучения, если это предпочтительнее. Малые и средние предприятия могут добавить принтеры Fuse Series без необходимости в штатном техническом специалисте или операторе из-за оптимизированного характера постобработки, интуитивно понятной предпечатной настройки в PreForm, отсутствия ежедневных задач по обслуживанию и небольшой занимаемой площади. Разработчик продукта может начать печать и выполнить постобработку каждый день, сохраняя при этом свой обычный рабочий процесс.
Ключевым элементом рабочего процесса для SLS и MJF принтеров является извлечение деталей, при котором готовые детали очищаются от избыточного порошка. Этот процесс обычно выполняется вручную на станции очистки, такой как Fuse Sift, изображенная выше, с использованием сжатого воздуха или пескоструйного аппарата.
Эффективность и устойчивость
Хотя принтеры HP имеют немного лучшие коэффициенты обновления на бумаге — требуя около 20% свежего порошка по сравнению с 30% для большинства SLS-принтеров — их возможная плотность упаковки значительно ниже, около 10%. Низкая плотность упаковки приводит к большему объему неиспользованного порошка, который затем необходимо перерабатывать. Даже при очень хорошем коэффициенте обновления, например 20%, остается больше непригодного к использованию порошка, чем в случае SLS-принтера, способного к высокой плотности упаковки.
SLS-принтеры способны обеспечивать безотходный рабочий процесс печати, где весь приобретенный порошок используется во время печати при использовании оптимальной плотности упаковки и создании оптимальной среды печати. С принтерами HP Jet Fusion Series пользователям приходится выбрасывать почти столько же порошка, сколько они используют для изготовления деталей.
Скорость и производительность
SLS и MJF 3D-принтеры позиционируются как производственные машины, способные к высокой скорости и большим объемам сборки, которые могут производить сотни деталей за один производственный цикл. Как MJF-принтеры от HP, так и традиционные SLS-системы имеют большие объемы сборки, но принтеры HP Multi Jet Fusion способны печатать быстрее, чем SLS-принтеры — нанесение связующего агента и воздействие инфракрасным теплом занимает меньше времени на слой, чем скорость сканирования лазеров, используемых в SLS 3D-принтерах.
Однако высокая температура, поддерживаемая во время печати SLS и MJF, требует более длительного процесса охлаждения для больших принтеров — до 48 часов. HP предлагает функцию охлаждения для рабочих камер, которая ускоряет время охлаждения, но также требует большей занимаемой площади и более высоких затрат. В целом, это означает, что MJF-принтеры обычно способны к более высокой производительности, чем большие SLS-принтеры. Более компактные SLS-принтеры, такие как Fuse 1+ 30W, имеют меньший объем сборки, что приводит к более короткому времени охлаждения — всего 14 часов для полной сборки, что позволяет пользователям быстрее получать готовые детали, чем клиенты MJF и больших SLS.
Масштабируемость также является важным аспектом — предприятие может приобрести восемь полных решений с принтерами Fuse 1+ 30W по той же цене, что и один HP Jet Fusion 4200, что приводит к сопоставимой производительности. Улучшенная скорость печати Fuse 1+ 30W также позволяет удвоить производство по сравнению с моделью предыдущего поколения. У большинства производителей нет продуктов, изготовленных только из одного материала, поэтому при рассмотрении производительности также следует учитывать возможность печати несколькими материалами.
Занимаемая площадь и требования к инфраструктуре
Традиционные SLS и MJF принтеры требуют трехкомпонентной установки: рабочей камеры, которая вставляется в принтер, и станции постобработки. Вместе эти три части занимают значительную площадь и требуют нескольких источников питания. Компактные SLS-принтеры, такие как Fuse Series, обеспечивают эффективный, оптимизированный рабочий процесс с включением Fuse Sift — универсальной станции для рекуперации, очистки и переработки порошка. Принтеры Fuse Series также не требуют специализированной электропроводки и могут работать от обычной розетки переменного тока.

Масштабирование производства с помощью SLS-принтеров Fuse Series не требует специализированной инфраструктуры или больших площадей.
Цветная печать
MJF-принтеры имеют большое преимущество в одной области — цветная 3D-печать без этапа постобработки. Связующее вещество, подаваемое струями, может включать цвет или несколько цветов. В то время как пользователям SLS приходится красить, окрашивать или покрывать свои детали для достижения цветной отделки, пользователи MJF могут загружать свою цветовую схему непосредственно в программное обеспечение. В индустрии здравоохранения полноцветные детали представляют большую ценность, поскольку медицинские работники ценят возможность получить многоцветную анатомическую модель без дополнительных трудозатрат.
Однако производство полноцветных деталей возможно только на более дорогих системах — большинство принтеров HP производят детали светло-серого цвета и требуют тех же этапов покраски и окрашивания, что и SLS-детали. Цветная печать также предлагает ограниченные варианты отделки. В результате клиенты порошковых 3D-принтеров чаще всего предпочитают обрабатывать детали, а затем красить их в соответствии с требованиями к конечным деталям.
Анатомическая модель
Индустрия здравоохранения является ярким примером преимуществ полноцветной 3D-печати. Фото предоставлено Детской больницей Феникса.
SLS против MJF: Сравнение бок о бок
| Характеристика | Настольный промышленный SLS (на основе Formlabs Fuse 1+ 30W) | Традиционный SLS (на основе продуктовой линейки EOS) | MJF (на основе продуктовой линейки MJF 3D принтеров HP) |
|---|---|---|---|
| Плюсы | Доступная цена Высококачественные детали Высокая производительность Несколько вариантов материалов Упрощенный рабочий процесс Малая занимаемая площадь Низкое обслуживание |
Большой объем сборки Высококачественные детали Высокая производительность Несколько вариантов материалов |
Большой объем сборки Высококачественные детали Высокая производительность Несколько вариантов материалов Полноцветная печать |
| Минусы | Меньший объем сборки | Дорогое оборудование Большая занимаемая площадь Требования к помещению Высокое обслуживание Сложное переключение материалов Требует выделенного оператора |
Дорогое оборудование Неэффективное использование материала Большая занимаемая площадь Требования к помещению Высокое обслуживание Сложное переключение материалов Требует выделенного оператора |
| Идеально подходит для: | Малого, среднего и крупного бизнеса, сервисных бюро | Крупного бизнеса, сервисных бюро | Крупного бизнеса, сервисных бюро |
| Цена полного решения | $30,000 - $60,000 | $200,000 и выше | $350,000 - $600,000 |
| Максимальный объем сборки | 16.5 x 16.5 x 30 см | На начальном уровне 20 x 25 x 33 см, до 70 x 38 x 58 см для самых больших принтеров | 38 x 28.4 x 38 см |
| Доступность материалов | Nylon 12, Nylon 11, Nylon 12 Glass Filled, Nylon 11 Carbon Fiber, TPU | Nylon 12, Nylon 11, Nylon 12 Glass Filled, Nylon 12 Flame Retardant, Aluminide, TPU | Nylon 12, Nylon 11, Nylon 12 Glass Filled, PP, TPA, TPU |
| Требования к рабочей зоне | 1.5 × 1.5 × 1.7 м | Для самых маленьких принтеров 3.2 x 3.5 x 3.0 м, для самых больших принтеров 4.8 x 4.8 x 3.0 м | 3.2 x 2.4 x 2.5 м |
Заключение: SLS против MJF 3D-принтеров для собственного производства
При заказе деталей в сервисном бюро конечный продукт, будь то изготовленный на SLS или MJF принтере, может быть практически идентичным. Для разовых деталей или для новых предприятий, реализующих свой первый продукт, сервисные бюро являются отличным вариантом, и различия между SLS и MJF принтерами не важны. Однако при определенном объеме внедрение собственного 3D-принтера для порошкового сплавления становится более экономически эффективным.
Прежде чем сравнивать технические характеристики (материалы, требования к инфраструктуре), каждый пользователь должен сначала подумать о первоначальных инвестиционных затратах. SLS и MJF принтеры используют несколько разные технологии, имеют разные размеры и позволяют использовать разные библиотеки материалов, но самое большое различие, безусловно, — это цена покупки.
Большинство малых и средних предприятий не могут позволить себе первоначальные инвестиции в 340 000 долларов в MJF-печать, не говоря уже о текущих эксплуатационных расходах и контрактах на обслуживание, что ограничивает целевой рынок этих машин крупными производителями и сервисными бюро с предсказуемыми потребностями в 3D-печати больших объемов.
Для SLS существует больше вариантов, чем для MJF, и поскольку качество печати между промышленными системами настолько сопоставимо, большее количество предприятий найдет больше вариантов SLS, которые вписываются в их операционные бюджеты. Такие факторы, как цветная печать, доступность материалов, рабочий процесс и занимаемая площадь, начинают играть более важную роль после того, как бюджет установлен. Более компактный SLS-принтер, такой как Fuse 1+ 30W, подходит для более скромного бюджета. По сравнению с затратами на аутсорсинг, большинству предприятий требуется всего несколько месяцев, чтобы окупить первоначальную цену покупки.
}} "3D принтер Formlabs Fuse 1+ 10027")
}} "3D принтер ONSINT SM200 10015")
}} "3D принтер ONSINT SM300 10016")