Руководство по 3D-печатным маскирующим приспособлениям для окраски, нанесения покрытий и не только
Маскировка, или стратегическое закрытие определенных областей during такого этапа обработки, как окраска, абразивная очистка или металлизация, традиционно является трудоемким этапом производственных процессов с низким допуском на ошибку. 3D-печать предлагает экономически эффективный способ создания индивидуальных маскирующих деталей, которые могут повторять сложную геометрию и использоваться многократно, сокращая необходимость в многочасовом ручном труде в процессах пост-обработки.
Как стереолитография (SLA), так и селективное лазерное спекание (SLS) — технологии 3D-печати, которые могут использоваться для производства маскирующих приспособлений, и каждая из них имеет свои уникальные преимущества. В этом руководстве мы изложим соображения, которые следует учитывать при создании масок, как оценить, какая технология 3D-печати подходит для вашего рабочего процесса, и приведем примеры успешной финишной обработки деталей клиентами с помощью 3D-печатных масок. Чтобы получить подробные инструкции по выбору метода маскировки и результаты различных рабочих процессов, скачайте нашу белую книгу.
Что такое маскировка?
Маскировка — это стратегическое закрытие определенных областей на детали, которые должны оставаться свободными от любого покрытия, окраски, металлизации или других процессов финишной обработки поверхности. Эти области могут нуждаться в сохранении нетронутыми по разным причинам — потому что они станут местом крепления для сборки, по соображениям электропроводности или потому что их, возможно, нужно будет покрыть каким-либо другим материалом или цветом, среди прочего. Маски, таким образом, являются вспомогательными производственными средствами, которые можно настраивать и изготавливать в соответствии с каждой конечной деталью или создавать один раз и использовать по мере того, как каждая деталь индивидуально проходит процесс финишной обработки.

Даже в отраслях, где большая часть процесса финишной обработки автоматизирована, как в автомобильной промышленности, маскировка до сих пор часто выполняется вручную с помощью ленты и бумаги. Фото: mirka.com
Как изготавливаются маскирующие приспособления?
Традиционные процессы маскировки включают ручное измерение и разрезание малярной ленты, механическую обработку металлических или пластиковых масок, а иногда и покрытие всей детали с последующей механической обработкой или соскабливанием покрытия с designated области. Процессы с использованием ленты, хотя и используют дешевые материалы, чрезвычайно трудоемки и могут добавлять минуты ручного труда на одну деталь на производственной линии. Маски, изготовленные механической обработкой, можно использовать повторно, но они дороги в производстве, и процесс механической обработки накладывает некоторые геометрические ограничения.
Маски являются идеальным применением для 3D-печати — они часто требуются в малых производственных количествах и с очень специфической геометрией, чтобы гарантировать, что они покрывают только определенные области в центре, по краям или в определенном узоре на большой детали. 3D-печатные маски могут быть произведены с меньшими трудозатратами, предлагают большую повторяемость, упрощают многие сложные задачи маскировки или могут использоваться в качестве прототипов масок для проверки рабочих процессов перед переходом на другой материал.
Соображения по 3D-печати масок
Есть несколько факторов, которые следует учитывать при выборе материала для производства масок. Эти факторы: механические и химические требования, посадка детали и производственные требования.
-
Температура: Это самый большой ограничивающий фактор, так как некоторые покрытия отверждаются при очень высоких температурах в печах или духовках. Для многих процессов порошковой окраски при низких температурах материал High Temp Resin может выдерживать до 238 °C.
-
Абразивность: Некоторые процессы финишной обработки используют абразивные среды, и маски должны быть изготовлены из материалов, которые могут выдерживать воздействие используемых сред, таких как керамические гранулы или скорлупа грецкого ореха. Для таких случаев используйте более твердый материал, такой как Rigid 10K Resin для деталей SLA или Nylon 12 GF Powder для деталей SLS.
-
Использование растворов: Многие покрытия требуют использования растворов, как основных, так и кислотных. Если кислотный или основной раствор является частью рабочего процесса обработки, обязательно сверьтесь с техническим описанием материала (TDS) с учетом химических требований.
-
Посадка детали: При надевании маски на деталь в разных сценариях требуется разная степень жесткости или гибкости. 3D-печать позволяет легко и с низкой стоимостью опробовать несколько материалов, таких как Durable Resin или Rigid 10K Resin, или Nylon 11 Powder и Nylon 12 Powder.
-
Производственные требования: Некоторые применения масок требуют только одну или две маски, в то время как другим необходимо соответствовать объему масок объему деталей. SLA-принтеры Formlabs, как Form 3+, так и Form 3L, являются отличным выбором для малых объемов масок, таких как субтрактивные процессы, которые можно выполнять только по несколько штук за раз. SLS-принтер Fuse 1+ 30W лучше подходит для больших объемов масок, учитывая его способность вертикально укладывать несколько деталей в одной сборке.
Технологии SLA и SLS для маскировки
SLA: Form 3+ и Form 3L
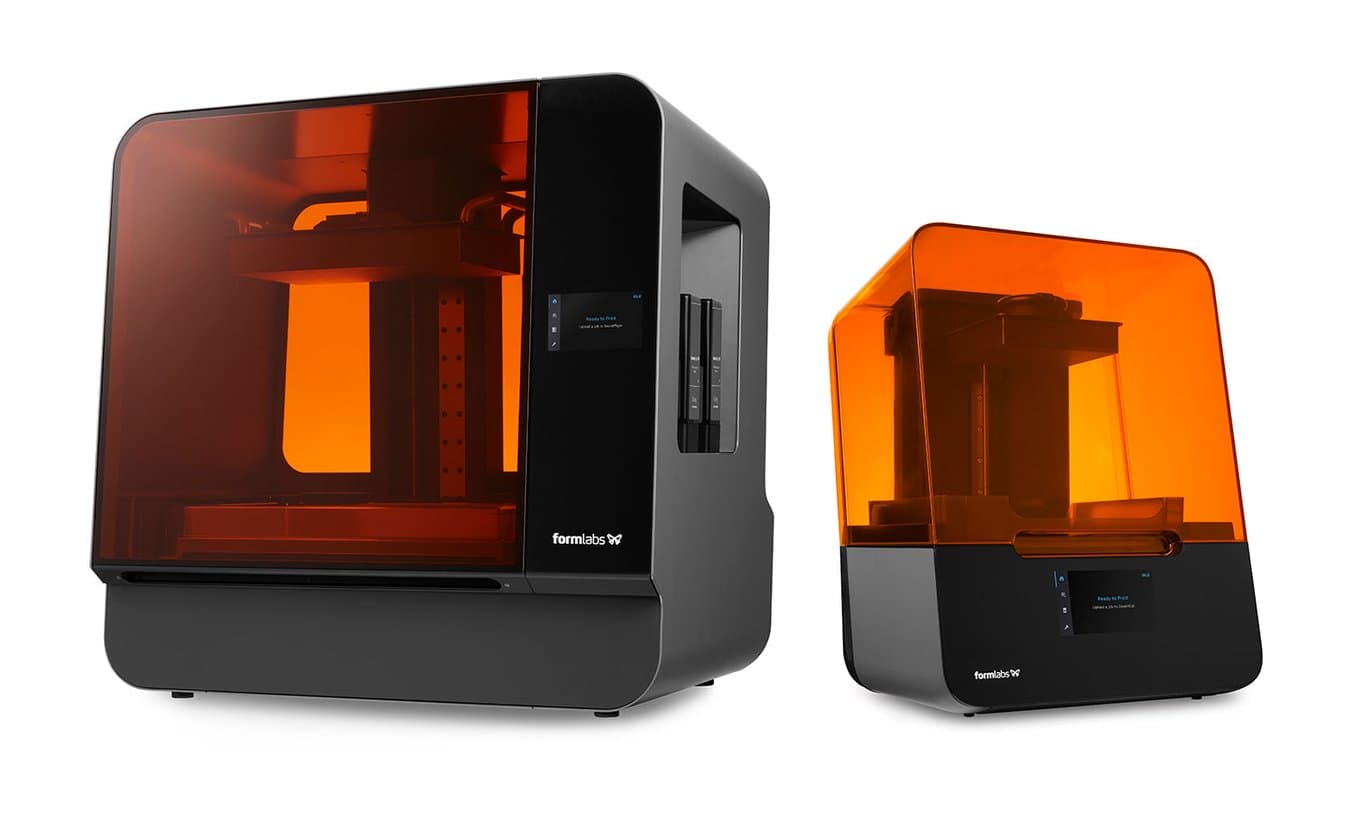
SLA-принтеры Formlabs, настольный Form 3+ и напольный Form 3L, предлагают широкий спектр вариантов материалов, короткое время выполнения заказа, высокое разрешение и возможность крупноформатной печати. Универсальность SLA-принтеров Formlabs — еще одно преимущество — с более чем 40 доступными смолами пользователи могут выбрать материал, уникально подходящий для их потребностей в свойствах материала. Смолы варьируются от мягких, податливых материалов, таких как Elastic 50A Resin для маски, имитирующей силикон, до Rigid 10K Resin для жестких, прочных масок. Для таких соображений процесса маскировки, как температура или проводимость, библиотека материалов Formlabs также предлагает специализированные материалы, такие как ESD Resin для эффективного рассеивания статического электричества.
| Смола | Ключевое преимущество | HDT (Темп. прогиба под нагрузкой) |
|---|---|---|
| Draft Resin | Очень высокая скорость печати. Отличный выбор для быстрого выполнения заказа, когда допуск не является главным приоритетом. | 57 ℃, 135 ℉ |
| Durable Resin | Податливый и высокой ударной вязкостью. Хороший выбор материала, когда требуется плотная посадка, посадка с натягом или гибкость/соответствие вокруг элементов. | 41℃, 106℉ |
| Tough 1500 Resin | Жестче, чем Durable Resin, сохраняя податливость. | 52℃, 126℉ |
| Rigid 10K Resin | Очень жесткая смола, отличный выбор для маскирующих применений, где желательны скользящие посадки или острые кромки. Также может быть хорошим выбором для абразивных процессов. | 218℃, 424℉ |
| High Temp Resin | Смола Formlabs с самой высокой температурой устойчивости. Вариант для любых процессов, требующих температурного отверждения. | 238℃, 460℉ |
| Elastic 50A Resin | Материал с наименьшей твердостью. Elastic 50A — хороший вариант, когда основная проблема — податливость. | N/A |
Исследуйте материалы SLA от Formlabs
SLS: Серия Fuse

Преимущества печати масок на SLS-принтерах серии Fuse — это их способность к пакетному производству, долговечность и прочность SLS-порошков, а также отсутствие необходимости в пост-обработке. Вертикальное расположение в камерах построения серии Fuse позволяет печатать десятки или сотни деталей за один раз, что делает эти маски идеальными для применений, таких как нанесение Cerakote, где роботизированные манипуляторы могут покрывать сотни деталей одновременно.
Порошки SLS от Formlabs, которые включают четыре типа нейлона и один порошок TPU, хорошо известны в производственных дисциплинах и могут быть надежны с точки зрения прочности и долговечности. В целом материалы на основе нейлона обладают хорошей химической совместимостью. Благодаря своей полукристаллической структуре материалы Nylon обладают хорошей стойкостью к нефтепродуктам, ацетону и силиконовым смазкам и менее подвержены растрескиванию под напряжением под воздействием окружающей среды.
| Порошок | Ключевое преимущество | HDT (Темп. прогиба под нагрузкой) |
|---|---|---|
| Nylon 12 Powder | Самый доступный вариант материала SLS с высокой скоростью восстановления, жестче и с более высоким HDT под нагрузкой, чем Nylon 11, с лучшей прочностью на изгиб. Если маски требуют жесткости или необходимо минимизировать производственные затраты, выбирайте Nylon 12 Powder. | 171℃, 340℉ |
| Nylon 11 Powder | Высокопроизводительный материал с отличной ударной вязкостью, хорошими характеристиками на тонких элементах и высокой степенью пластичности. Nylon 11 — отличный выбор для податливых масок SLS или масок, требующих очень мелких деталей. | 182℃, 360℉ |
| Nylon 11 CF Powder | Превосходные материальные свойства. Если вы производите жесткую маску с высокой ударной вязкостью и высоким HDT, особенно под нагрузкой, Nylon 11 CF Powder предлагает много преимуществ. | 188℃, 370℉ |
| TPU 90A Powder | Эластомерный материал SLS, позволяющий создавать гибкие компоненты с высокой степенью свободы проектирования. TPU можно использовать для уплотнений, заглушек и податливых масок. | 94℃, 202℉ |
Исследуйте материалы SLS от Formlabs
Пример из практики: NIC Industries (Cerakote) Комбинированное оснасточное и маскирующее приспособление, напечатанное на SLS
NIC Industries, производитель Cerakote, уже давно занимается покрытием 3D-печатных деталей и использованием 3D-печатных масок, и находит их особенно полезными при использовании своего роботизированного аппарата для нанесения Cerakote для крупносерийного производства.
Для партии образцов деталей они сотрудничали с Formlabs для производства 1000 единиц, используя SLS 3D-печатные маски для быстрой и эффективной маскировки определенных поверхностей. Маски были напечатаны с использованием Nylon 12 Powder на SLS-принтере Fuse 1+ 30W и служили для покрытия внутренней части двухкомпонентной сборки конечного продукта, чтобы предотвратить чрезмерное распыление и обеспечить четкое разграничение между цветами. Маски также служили для крепления детали к сборке роботизированного аппликатора, позволяя обеспечить высокую пропускную способность и постоянное покрытие.


SLS 3D-печатная маска и оснастка (слева), 3D-печатные маски, установленные на оснастку для роботизированного покрытия (в центре), и двухкомпонентная SLS 3D-печатная деталь-образец, обработанная Cerakote H-Series (справа).
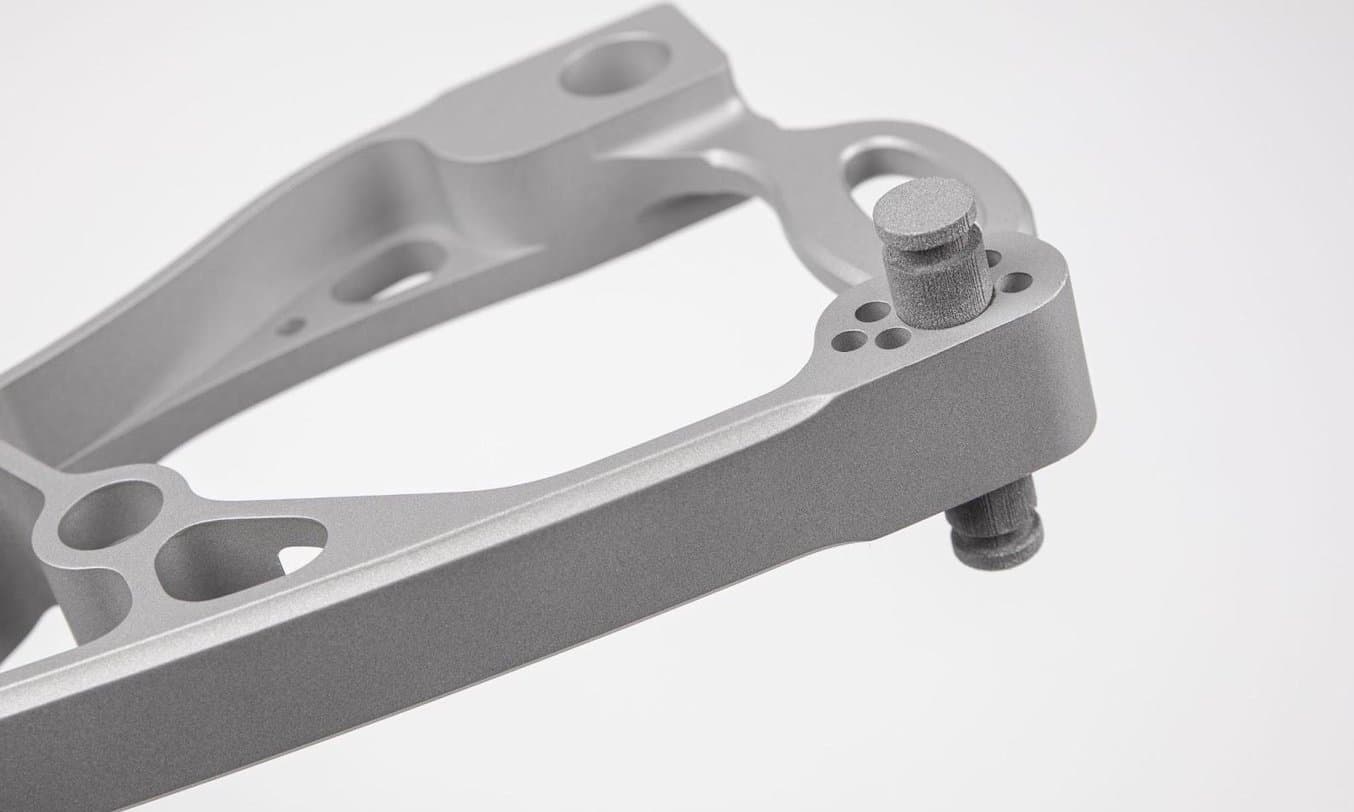
В другом случае, NIC Industries потребовалось провести пост-обработку этой ложы лука, но защитить внутренний канал резьбы винта during этапа покрытия перед окончательной сборкой. Перед нанесением Cerakote, NIC Industries спроектировала и напечатала на 3D-принтере маску для защиты внутренних поверхностей этой ложи лука. Они разработали маску в виде пробки, которая вставляется в резьбу и предотвращает попадание любого покрывного материала в полость, чтобы обеспечить плавное вкручивание при окончательной сборке. Пробки можно легко извлекать, они немного сгибаются, чтобы вставляться и извлекаться из полости, и достаточно долговечны, чтобы использоваться для сотен операций покрытия.
Двухкомпонентная 3D-печатная маска из Nylon 12 Powder для ложи лука
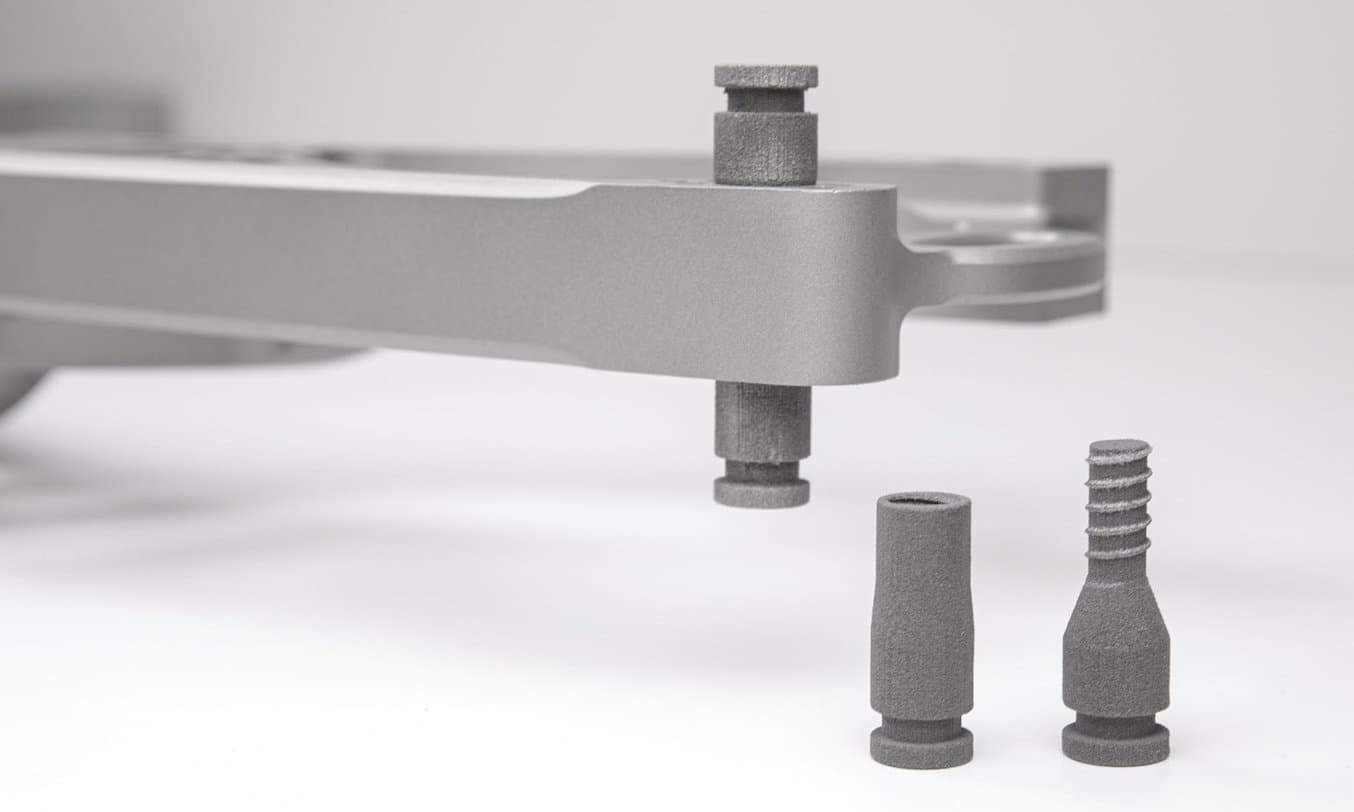
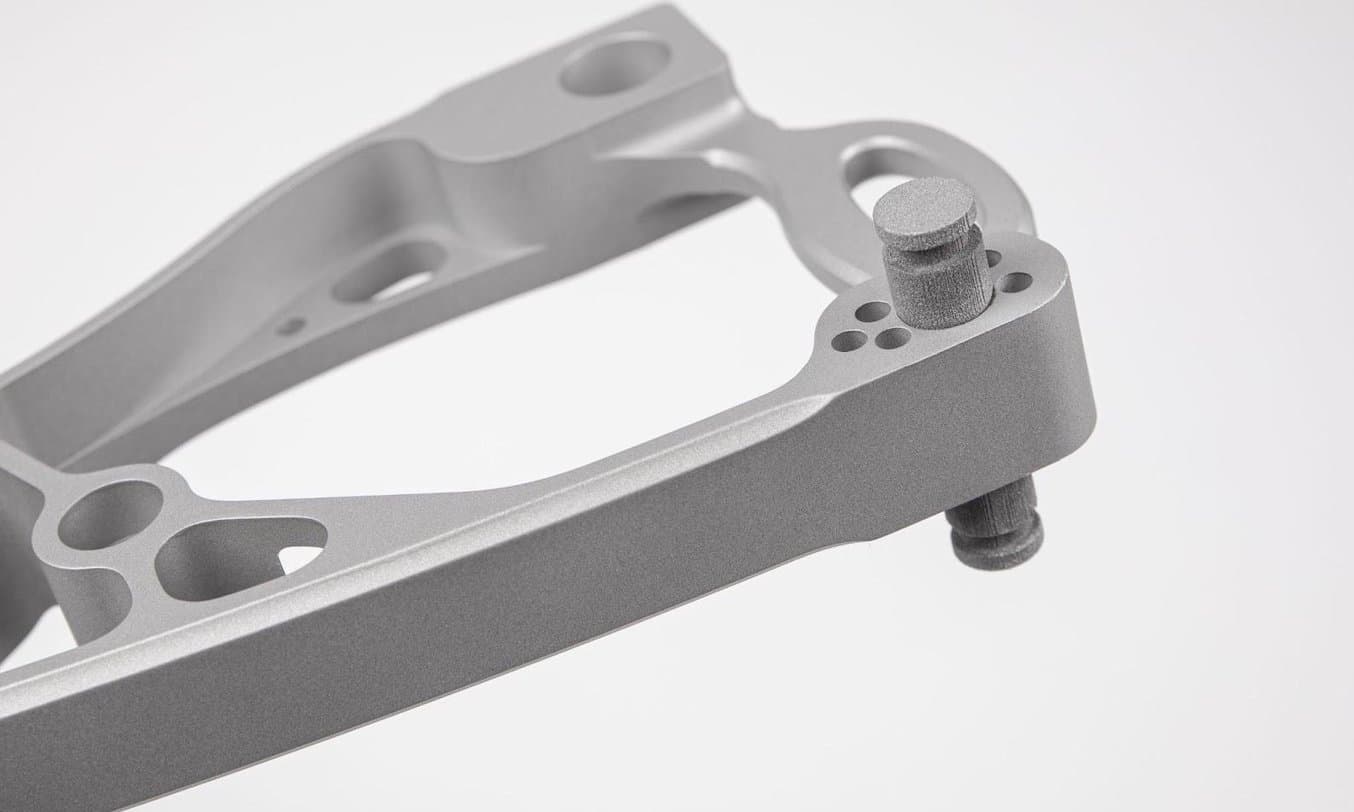
Ложа лука и собранная 3D-печатная маска
3D-печатные маски сокращают затраты и улучшают эстетику и производительность
Внутренняя 3D-печать масок может снизить трудозатраты, улучшить внешний вид и производительность конечных деталей и упростить процессы валидации. Использование 3D-печатных деталей в конечных применениях растет, а покрытие, окрашивание и покраска часто являются необходимыми этапами. Маскирующие инструменты необходимы как для этих 3D-печатных деталей, так и для многих традиционно изготовленных изделий. Преимущества, которые 3D-печать предоставляет для самой детали (кастомизация, свобода дизайна, доступность малосерийного производства), также применимы и к изготовлению масок. Использование скорости, эффективности и универсальности материалов принтеров Formlabs SLA и SLS может оптимизировать внутреннее производство масок и сократить узкие места в вашей цепочке поставок.
Чтобы узнать больше о том, какой 3D-принтер и материал Formlabs лучше всего подходят для вашего применения в маскировке, свяжитесь с нашей командой продаж или загрузите нашу белую книгу, чтобы изучить различные методы маскировки и увидеть результаты наших испытаний.
}} "3D принтер Formlabs Fuse 1+ 10027")
}} "3D принтер ONSINT SM200 10015")
}} "3D принтер ONSINT SM300 10016")
}} "3D принтер Formlabs Form 4 10122")
}} "3D принтер Formlabs Form 4L 10123")