Руководство по постобработке SLA
Стереолитография (SLA) 3D-печать стала чрезвычайно популярной благодаря своей способности производить высокоточные, изотропные и водонепроницаемые прототипы и конечные детали в ряде передовых материалов с мелкими деталями и гладкой поверхностью.
Однако детали не выходят из принтера на 100% готовыми: они часто требуют постобработки. Каждая деталь требует быстрой мойки, и многие материалы требуют короткого пост-отверждения. Эти два шага могут быть оптимизированы с помощью оборудования для постобработки, такого как Form Wash и Form Cure, а также крупноформатные Form Wash L и Form Cure L от Formlabs.
Дополнительно, некоторые детали также могут выиграть от дальнейших шагов, таких как шлифовка, покрытие, гальванизация или абразивоструйная обработка. Эти методы постобработки могут достигать широкого спектра результатов, таких как подготовка деталей для уличного применения через защиту от УФ, или увеличение механической прочности детали путем покрытия ее металлом или керамическим раствором, таким как Cerakote.
В этом руководстве мы охватываем все, что вам нужно знать о различных доступных методах постобработки 3D-печати, и как выбрать правильный процесс для вашего применения.
Основы Постобработки SLA
Мойка
Фундаментальный шаг в любом рабочем процессе постобработки SLA - это удаление любой избыточной смолы на поверхности деталей через мойку спиртом или эфиром. Этот шаг мойки может быть сделан вручную замачиванием деталей в растворе или с использованием автоматической машины, которая взбалтывает жидкость заранее установленное количество времени. Самый легкий и наиболее эффективный рабочий процесс мойки детально описан ниже. Этот шаг подготавливает детали для вторичных процессов, таких как покраска, окрашивание, сглаживание или полировка.
Советы для мойки деталей из смолы, напечатанных на 3D-принтере:
-
Formlabs рекомендует мыть SLA детали с изопропиловым спиртом (IPA), Раствором для Мойки Смолы Formlabs или трипропиленгликольмонометиловым эфиром (TPM). IPA является наиболее общеизвестным и используемым раствором для мойки смоляных деталей, в то время как Раствор для Мойки Смолы Formlabs является негорючей альтернативой, которая достаточно безопасна для любого рабочего пространства и может растворять в два раза больше смолы до насыщения, чтобы снизить стоимость на одну вымытую деталь.
-
Form Wash и Form Wash L автоматически взбалтывают жидкость, чтобы эффективно очищать детали, даже те, что с каналами, отрицательными особенностями или текстурой поверхности. Если используете ручной раствор, двигайте жидкость сами, чтобы достичь того же результата. При создании дизайнов с узкими каналами, такими как микрофлюидика, может понадобиться шприц, чтобы вычистить внутреннюю смолу и предотвратить отверждение смолы и блокировку каналов.
-
Некоторые детали могут требовать двух моек в IPA или TPM, чтобы быть полностью чистыми. Во многих местах с большим объемом печати есть «чистая» мойка и «грязная» мойка, чтобы сделать этот шаг еще более эффективным. Все детали сначала ополаскиваются в «грязной» мойке (которая может быть ручным раствором для замачивания), перед тем как перейти к более тщательной чистке в более свежем IPA (часто эта «чистая» мойка - это Form Wash или Form Wash L).
-
Formlabs рекомендует Form Wash вместе с настольными принтерами Formlabs, и Form Wash L для крупноформатных SLA принтеров, чтобы автоматизировать мойку и ополаскивание ваших напечатанных деталей.
-
Определенные материалы можно мыть вместе, в то время как другие следует мыть отдельно, чтобы избежать влияния частиц, растворенных в изопропиловом спирте, на цвет, отделку или производительность других. Таблица ниже детализирует, какие смолы следует группировать вместе для лучших результатов и для соблюдения биосовместимых руководств.
| Светлые | Темные | Биосовместимые | Другие (мыть отдельно сами по себе) |
|---|---|---|---|
| Прозрачная Смола, Белая Смола, Жесткая 4000 Смола, Жесткая 10к Смола, Прочная Смола, Эластичная 50A Смола, Гибкая 80A Смола, Высокотемпературная Смола | Черная Смола, Серая Смола, Серая Про Смола, Быстрая Модельная Смола, Черновая Смола, Точная Модельная Смола, Модельная Смола, Прочная 2000 Смола, Прочная 1500 Смола, Огнезащитная Смола | Биомед Белая Смола, Биомед Черная Смола, Биомед Прозрачная Смола, Биомед Янтарная Смола, Биомед Прочная Смола, BioMed Elastic 50A Resin, BioMed Flex 80A Resin, Смола для Хирургических Шаблонов, Стоматологическая ЛТ Прозрачная Смола, Стоматологическая ЛТ Комфорт Смола, Смола для Индивидуальных Капп, IBT Флекс Смола, Временная КЯ Смола, Смола для Постоянных Коронок, Смола для Премиум Зубов, Смола для Зубов Протезов, Смола для Основы Протеза | ESD Смола, Набор Цветов, Цветная Смола, Тру Каст Смола, Литьевая Восковая Смола, Литьевая Восковая 40 Смола, Силиконовая 40A Смола*, Глиноземная 4N Смола** |
-
Силиконовая 40A Смола должна быть вымыта в смеси 80% IPA и 20% н-Бутилацетата. Если используется Form Wash, добавьте бутылку 2 л н-Бутилацетата в ведро для мойки и затем заполните до максимальной линии заполнения IPA.
** Глиноземная 4N Смола требует отдельной мойки. Не позволяйте деталям из Глиноземной 4N Смолы контактировать с водой или IPA, так как это вызовет растрескивание. Мойте Глиноземную 4N Смолу только в Растворе для Мойки Керамики.
Смотреть Form Wash
Смотреть Form Wash L
Смотреть Раствор для Мойки Смолы Formlabs
Отверждение
Когда SLA деталь заканчивает печать, реакция полимеризации может еще не быть завершена. Это означает, что детали не достигли своих окончательных материальных свойств и могут не работать как ожидалось, особенно прочные детали под нагрузкой. Воздействие на отпечаток света и тепла, называемое пост-отверждением, поможет укрепить его материальные свойства.
Советы для пост-отверждения деталей из смолы, напечатанных на 3D-принтере:
-
Пост-отверждение является опциональным для стандартных смол. Другие типы смол, такие как Жесткая 10K Смола, требуют пост-отверждения для достижения их оптимальных механических свойств.
-
Для биосовместимых материалов пост-отверждение необходимо для достижения стандартов безопасности, определенных регулирующими органами.
-
Каждый материал должен быть подвергнут процессу отверждения на определенное количество времени. Найдите все актуальные рекомендуемые настройки пост-отверждения для Form Cure (2-го Поколения), Form Cure (1-го Поколения) или Form Cure L на нашем веб-сайте.
-
Form Cure и Form Cure L, два решения для пост-отверждения от Formlabs для настольных и крупноформатных SLA 3D-принтеров, разработаны для пост-отверждения деталей, напечатанных в Смолах Formlabs, с скоростью и последовательностью. С Form Cure и Form Cure L, SLA 3D-напечатанные детали могут быть пост-отверждены на точно правильной длине волны, при разных температурах и в течение варьирующихся промежутков времени.
Шлифовка, Полировка до Блеска и Полировка
Шлифовка 3D-напечатанных деталей часто является лучшим методом для сглаживания краев, удаления дефектов и избавления от любых оставшихся следов поддержек. Ручная шлифовка наиболее эффективна на простых формах, но она может быть трудной или почти невозможной для сложных объектов с глубокими трещинами и внутренними поддержками. Абразивоструйная обработка или полировка могут быть более эффективными решениями в таких случаях.
Лучший способ шлифовать SLA детали - это начать с наждачной бумаги с низким зерном и медленно переходить к более мелким уровням зернистости со временем. Например, SLA 3D-напечатанные детали могут быть отшлифованы до гладкости и глянца с наждачной бумагой зернистостью 3,000. Медленно увеличивайте зернистость, полируя и сглаживая деталь, пока она не достигнет желаемой текстуры. Приблизительно на зернистости 12,000 детали должны стать отражающими. Если у вас возникают трудности, шлифовка вашей детали под проточной водой или на мокром куске наждачной бумаги иногда может помочь создать гладкую поверхность на жестких деталях.
SLA детали сходят с платформы сборки с заметно меньшими линиями слоев, чем детали, напечатанные другими процессами 3D-печати, такими как метод наплавления нити (FDM). Часто линии слоев на смоляных 3D-принтерах не заметны. Это означает, что FDM отпечатки часто требуют значительно больше шлифовки для сглаживания деталей. Тем не менее, если вам нужна стекло-гладкая отделка, SLA требует шлифовки, чтобы полностью удалить любой след слоев, особенно на сферических деталях. Медленное увеличение зернистости наждачной бумаги позволит вам устранить или уменьшить линии слоев до минимального уровня на любой SLA детали.
Наиболее распространенная причина для шлифовки деталей 3D-печати - это удаление следов поддержек. По мере того как вы становитесь более комфортными с 3D-печатью, может стоить потратить дополнительное время во время процесса подготовки печати, чтобы ориентировать 3D-отпечатки способами, которые удаляют или уменьшают поддержки с важных частей отпечатка. Например, если вы печатаете бюст или модель, часто возможно ориентировать деталь так, чтобы на лице модели не требовались поддержки. Это сделает процесс шлифовки намного легче.
Как только вы довольны процессом шлифовки, базовая микрофибровая ткань может быть использована для удаления любых мелких imperfections и порошка от наждачной бумаги, оставшегося на поверхности отпечатка.
Если вы выполняете значительное количество шлифовки на одной детали, мы обнаружили, что втирание минерального масла в деталь после мойки может создать сверхгладкую отделку поверхности. Как и большинство техник, минеральное масло может давать или не давать значительные преимущества для вашего отпечатка в зависимости от геометрии детали; вам, возможно, придется попробовать шлифовать несколько деталей, прежде чем найти идеальную технику отделки.
Для всех, кто сфокусирован на высококачественных, точных SLA деталях, Инструменты для Отделки Formlabs - это набор отобранных продуктов, разработанных для оптимизации рабочего процесса постобработки SLA и помощи пользователям в достижении превосходной отделки поверхности, идеально гладких плоскостей и краев, и elevated внешнего вида, все одновременно снижая ваше рабочее время и стоимость за деталь.

Обзор Продвинутых Решений для Постобработки SLA
Процессы сглаживания, покрытия и окрашивания могут добавить механические преимущества, а также эстетические улучшения для SLA 3D-напечатанных деталей. Каждый из этих процессов имеет свои собственные преимущества и недостатки, и каждый может влиять на различные материальные свойства в разной степени. При рассмотрении этих рабочих процессов, включая вопрос, внедрять ли оборудование и навыки внутри компании или отдавать на аутсорсинг, учитывайте капитальные затраты и требуемый навык.
Резюме ниже показывает барьер для входа и потенциальные результаты различных продвинутых техник постобработки на SLA 3D-напечатанных деталях.
| Метод | Барьер для Входа (Стоимость & Навык) | Механические Свойства | УФ Сопротивление | Химическая Стойкость | Твердость Поверхности | Цвет | Проводимость |
|---|---|---|---|---|---|---|---|
| Абразивоструйная Обработка | Низкий | ✔ | |||||
| Печать с Окрашенной Смолой | Низкий | ✔ | |||||
| Окрашивание После Печати | Низкий | ✔ | |||||
| Покраска | Низкий | ✔ | ✔ | ||||
| Керамическое Покрытие | Высокий | ✔ | ✔ | ✔ | ✔ | ✔ | |
| Гальванизация | Высокий | ✔ | ✔ | ✔ | ✔ | ✔ |
Эти шаги могут быть выполнены в последовательности для достижения нескольких атрибутов. В этой статье мы обсудим каждый вариант отдельно. Если вы заинтересованы в комбинировании техник постобработки для достижения конкретного результата, свяжитесь с нашей командой, чтобы поговорить со специалистом, который может проконсультировать по вашему случаю использования.

Абразивоструйная Обработка
Для определенных смол абразивоструйная обработка может быть полезна для сглаживания поверхности и даже улучшения механических свойств. В тестировании, проведенном на деталях из Жесткой 10K Смолы до и после абразивоструйной обработки, удлинение материала при разрыве улучшилось на 70%, предел прочности при растяжении улучшился на 35%, и ударная прочность улучшилась на 180%.
Ручные решения для абразивоструйной обработки доступны в течение многих лет и подходят для применений с низким объемом или ситуаций, где обработка требуется один или два раза в неделю для больших деталей. Ручные абразивоструйные аппараты доступны по цене и не требуют сложной инфраструктуры.
Для более высоких объемов, Fuse Blast от Formlabs - это первое доступное по цене, автоматизированное решение для абразивоструйной обработки на рынке. Оно разработано для завершения экосистемы 3D-печати методом селективного лазерного спекания (SLS) серии Fuse, но также может быть использовано как абразивоструйный аппарат для SLA деталей.


Абразивоструйная обработка улучшила сопротивление давлению воды корпусов, протестированных Лабораторией Подводной Робототехники и Визуализации Университета Род-Айленда (URIL).
Варианты для Окрашивания Деталей из Смолы, Напечатанных на 3D-Принтере

Печать с Цветной Смолой
Различные 3d напечатанные
Цветная Смола - это поддающаяся индивидуальному окрашиванию Универсальная Смола, производимая на заказ и проверяемая на качество.
Цветная Смола позволяет напрямую печатать детали в цветах от нюансированных нейтральных до насыщенных, смелых цветов со скоростью и простотой печати любой другой Универсальной Смолы Formlabs. С Цветной Смолой возможно достичь цветов, которые представляют ваш бренд, продуктовую линию или творческое видение с точностью и последовательностью. Пользовательские цвета могут быть выбраны с помощью Hex-кода или RGB профиля, или выбраны с использованием онлайн-пипетки.
После того как детали напечатаны в Цветной Смоле, они моются в Form Wash и пост-отверждаются в Form Cure в течение одной минуты, для рабочего процесса постобработки такого же легкого, как печать с любой другой Универсальной Смолой. В отличие от добавления красителей в смолу, Цветная Смола обеспечивает последовательное производство деталей однородного цвета и позволяет подбирать цвет. Дополнительно, прямая печать с Цветной Смолой сокращает время выполнения, связанное с покраской деталей, и стоимость труда, для эффективного производства окрашенных деталей.
Исследовать Цветную Смолу
Цветная Смола V5 в настоящее время доступна только в США, с расширением в другие регионы в ближайшем будущем.
Печать с Окрашенной Смолой

Анатомические модели, напечатанные в Прозрачной Смоле, смешанной со спиртовыми чернилами.
Этот процесс требует взять 1 л Прозрачной Смолы и окрасить ее, обычно спиртовыми чернилами, чтобы создать пользовательский цвет. Модифицированная Прозрачная Смола может затем быть помещена в 3D-принтер Formlabs для использования, и деталь будет печататься в новом пользовательском цвете, который вы создали. Спиртовые чернила полностью растворяются в Прозрачной Смоле, делая их идеальным окрашивающим агентом, чтобы дать вам последовательные цвета по всему вашему отпечатку. Если вы собираетесь окрашивать 3D-напечатанные детали окрашенной смолой, обратите внимание, что вы захотите использовать отдельный раствор для мойки для этих деталей, так как окрашенная смола будет растворяться в мойке. Пометьте ваш раствор для мойки, чтобы следить за тем, какие типы красителей были использованы, чтобы убедиться, что вы случайно не помыли деталь из Белой Смолы в воде, содержащей темный краситель.
Печать с Набором Цветов
Набор Цветов - это стандартный интегрированный пакет смешивания цветов, предлагаемый Formlabs. Набор Цветов позволяет печатать в диапазоне цветов без ручной работы по отделке и покраске.
Узнать Больше о Наборе Цветов
Чтобы увидеть Набор Цветов в действии, узнайте, как производитель бутиковых синтезаторов birdkids разработал новый продукт, используя 3D-печать с широким спектром материалов, включая Набор Цветов, для прототипирования цветовой палитры для их нового продукта.
Прототип birdkids
Команда birdkids использовала Набор Цветов для прототипирования разных цветов, таких как «персиковый» вариант.

Окрашивание После Печати
Если вы не хотите смешивать целую партию окрашенного материала, но все еще хотите окрасить ваши детали, вы можете нанести краситель после печати. Вы можете легко окунать области интереса в разные растворы красителя, чтобы получить многоцветные детали.
Определенные смолы будут легче поддаваться окрашиванию, чем другие, такие как Прозрачная Смола и Эластичная Смола. Мы рекомендовали создать раствор спирта и красителя и замачивать ваши 3D-напечатанные детали, с поддержками, в растворе. Чтобы узнать больше об окрашивании SLA деталей, скачайте наш технический доклад.
Покраска Акрилом

Умелый художник, используя акрил, может оживить 3D-напечатанные детали.
Для сложных моделей с замысловатыми деталями может быть возможно добавить цвет только с использованием краски. Хотя этот процесс может быть трудоемким, и результат определяется вашими способностями к рисованию, он предлагает больше художественной свободы пользователю. Так как покраска выполняется после того, как деталь уже вымыта и отверждена, этот рабочий процесс также не требует выделенной мойки IPA.
Покраска из Баллончика
Краска из баллончика создает гладкие поверхности и глубокие цветовые градиенты и особенно эффективна для больших или плоских отпечатков. В руках умелого пользователя, SLA 3D-напечатанные детали могут быть быстро покрашены из баллончика. Лучшая техника для покраски из баллончика - это использовать несколько тонких слоев, в идеале выполненных за одну сессию. Грунтовка из баллончика - лучший способ покрасить ваши напечатанные детали, потому что она быстро покрывает поверхность равномерным слоем. Мы рекомендуем вам прочитать наше углубленное руководство для пошагового урока по лучшим практикам покраски деталей, напечатанных на 3D-принтере.
Варианты для Покрытия Деталей из Смолы, Напечатанных на 3D-Принтере
Жидкий Полимер
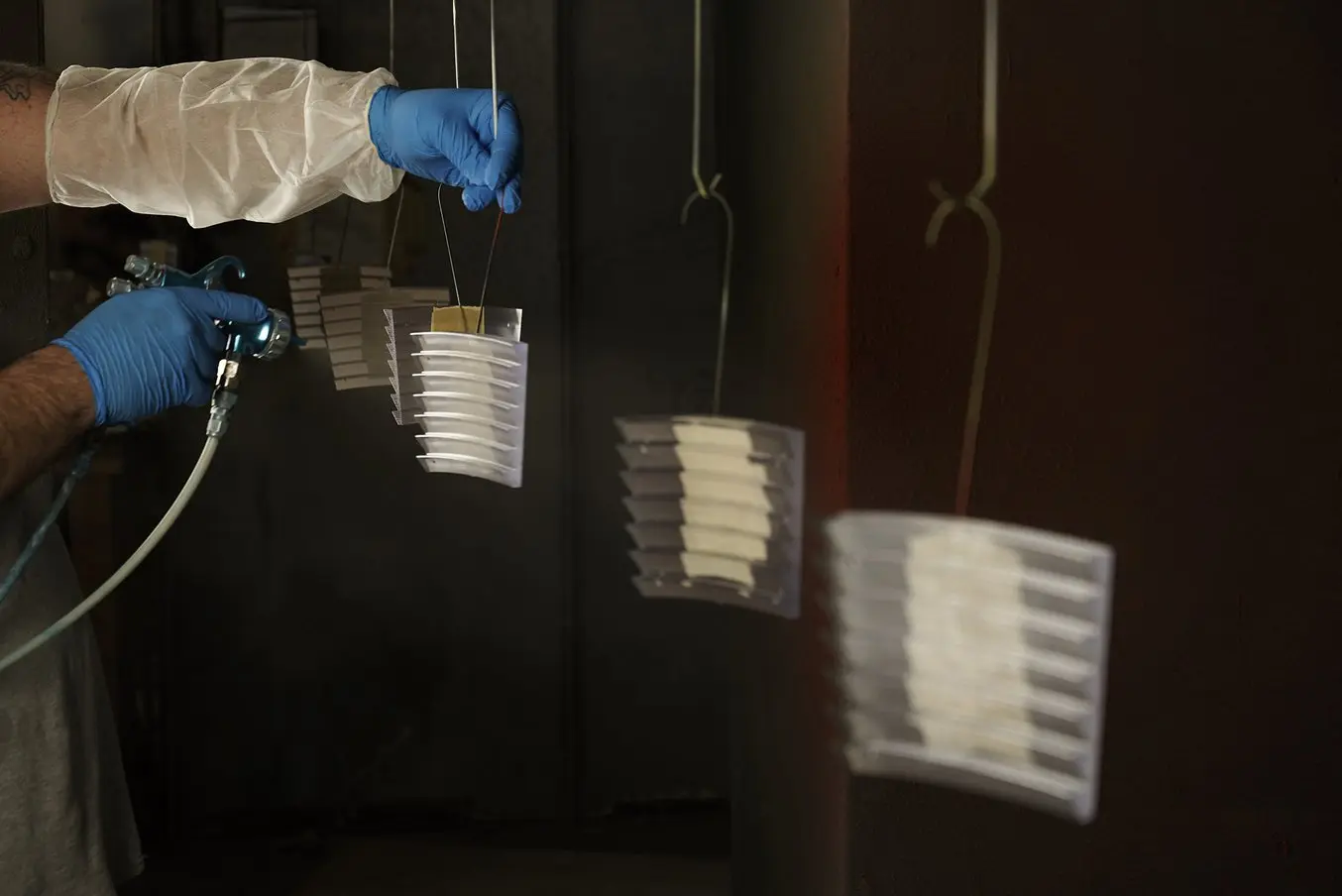
Для инсталляции на Таймс-сквер, Window to the Heart, команды Formlabs и Aranda/Lasch работали с автомастерской, чтобы напылить покрытие на каждую плитку в Lesonal Universal Clear.
На рынке существует ряд жидких полимерных покрытий, которые обеспечивают разную степень сглаживания и химической стойкости. Они могут быть прозрачными, тонированными или непрозрачными; могут наноситься окунанием, кистью или напылением; и могут быть основаны на разных химических составах, таких как эпоксидная смола, лак и полиуретан. Как правило, прозрачное спрей-покрытие лучше всего доводит детали до сверкающей отделки.
Спрей-покрытия должны наноситься только после того, как деталь была тщательно отшлифована. При покрытии деталей 3D-печати рекомендуется пропустить процесс отверждения для Прозрачной Смолы, так как это иногда может вызывать пожелтение деталей. Если деталь, которую вы покрываете, будет использоваться для чистой эстетики, то отверждение для проявления ее механических свойств может быть не необходимым. Вместо отверждения, деталь следует оставить высыхать на воздухе после мойки IPA и водой. Как только она полностью высохнет, нанесите два-три слоя спрея в безпыльной среде.
Керамическое Покрытие

четыре маленьких объекта в форме карты, напечатанные на 3D-принтере Form 3+ стереолитографией (SLA) в Серой Про Смоле и покрытые Cerakote в оранжевый, синий, красный и зеленый цвета
Эти образцы, напечатанные на Form 3+ в Серой Про Смоле, были покрыты Cerakote - процесс, который улучшает как отделку поверхности, так и прочность, долговечность, устойчивость к УФ, химикатам и нагреву.
Керамические покрытия предоставляют как производительные, так и эстетические преимущества для ряда материалов. Их врожденная стойкость к химикатам и температуре делают детали с керамическим покрытием идеальными для широкого спектра отраслей, таких как автомобильная и аэрокосмическая, где экстремальные среды могут повредить детали, а также потребительские товары, где превосходная поверхность очень важна.
Cerakote - это тонкое, высокопроизводительное керамическое покрытие, разработанное NIC Industries, которое предоставляет многочисленные механические и эстетические преимущества. Чтобы узнать больше о нанесении Cerakote на ваши SLA детали, скачайте наш технический доклад или посмотрите вебинар с производителем Cerakote NIC Industries.

Гальванизация

Гальванизация - это электрохимический процесс, в котором ионы металла осаждаются тонким слоем на поверхности детали. Гальванизированные поверхности значительно укрепляют лежащие в основе детали и улучшают стойкость материала к износу, воздействию УФ и коррозии. Это превосходно для конечных деталей и является более дешевой альтернативой металлической 3D-печати.

Гальванизированные колпаки ступиц не только выглядят и ощущаются как металл, но и покрытые поверхности значительно укрепляют их лежащие в основе детали и улучшают стойкость материала к износу, воздействию УФ и коррозии.
Volkswagen напечатали колпаки ступиц на 3D-принтере на настольном SLA 3D-принтере Formlabs для концепт-кара, используя Прозрачную Смолу, затем гальванизировали их слоем никеля толщиной 0,004 дюйма. Получившиеся детали выглядят и ощущаются как металл, но они могли быть произведены быстро по мере эволюции дизайнов, с минимальными геометрическими ограничениями.
Elliptika, разработчик современных пользовательских фильтров и антенн, которые используются для исследований и разработок в автомобильной, оборонной, медицинской и образовательной отраслях, использует 3D-печать и гальванизацию для производства высокопроизводительных антенн, сокращая стоимость и время выполнения более чем на 90%.
Узнайте Больше о SLA 3D-Печати
Мощность, точность и диапазон материалов, которые предоставляют SLA 3D-принтеры, позволяют дизайнерам, инженерам и производителям использовать технологию практически в любом применении. По мере расширения этих применений, эстетические и механические требования меняются. Методы постобработки могут помочь продвинуть ваши SLA детали от стандартного полимера до высокопроизводительных деталей, адаптированных для продвинутых конечных применений, все по низкой стоимости и с простым рабочим процессом.
}} "3D принтер Phrozen Sonic Mega 8K V2 10083")
}} "3D принтер Phrozen Sonic XL 4K PLUS 10084")
}} "3D принтер Formlabs Form 4 10122")
}} "3D принтер Formlabs Form 4L 10123")
}} "3D принтер Formlabs Fuse 1+ 10027")
}} "3D принтер ONSINT SM200 10015")