Руководство по прозрачной 3D-печати (SLA)
Прозрачные детали, такие как стекло или акрил, находят самое широкое применение в потребительских товарах, промышленности, здравоохранении и других областях. Однако прототипирование или выпуск небольших партий прозрачных деталей традиционными методами может быть дорогим и неэффективным. Это поднимает вопрос: а можно ли создавать прозрачные детали с помощью 3D-печати? Ответ — да, если использовать правильные технологии и материалы.
Стереолитография (SLA) позволяет создавать прозрачные объекты, которые после соответствующей постобработки можно сделать оптически чистыми. Последние 3D-принтеры Formlabs, компактный и сверхбыстрый Form 4 и крупноформатный Form 4L, выводят четкость на новый уровень благодаря использованию гибкого резервуара для смолы, который снижает силы отрыва, что приводит к получению более прозрачных деталей с гладкой поверхностью.
Материалы для прозрачной 3D-печати
Существует несколько материалов для создания полупрозрачных и прозрачных 3D-печатных деталей:
-
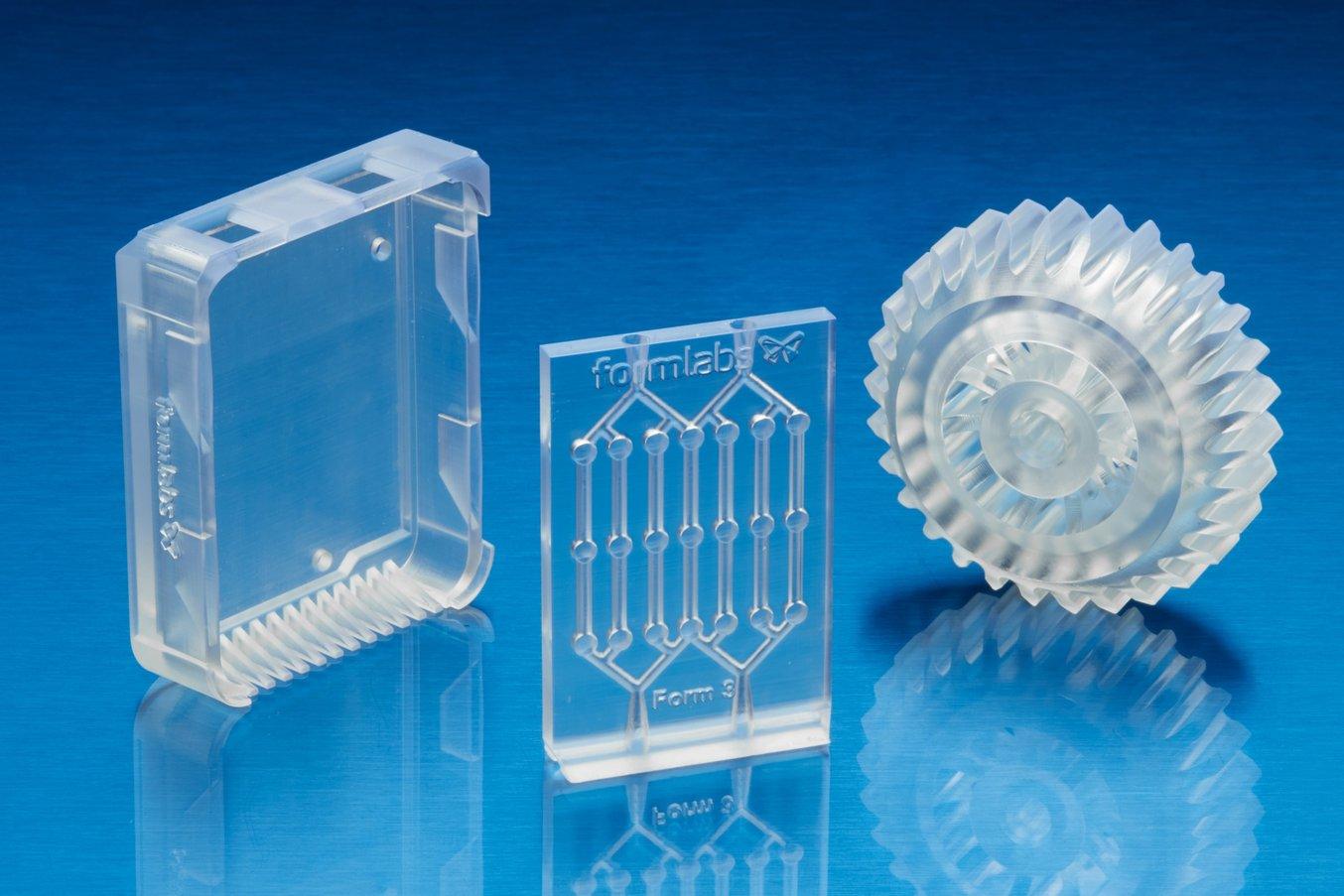
Прозрачная смола (Clear Resin) — исключительно прозрачная и нейтральная по цвету смола для 3D-печати, предлагающая оптимальный баланс между высокой скоростью печати, точностью, прозрачностью, прочными механическими свойствами и надежным рабочим процессом. Идеальна для жидкостных систем, литья форм, оптики, освещения, демонстрации внутренних элементов и любых деталей, требующих прозрачности.
-
Эластичная смола 50A (Elastic 50A Resin) — мягкий и тянущийся материал, полупрозрачный. Идеален для прототипирования деталей, которые обычно производятся из силикона.
-
Гибкая смола 80A (Flexible 80A Resin) — более жесткий материал с мягкой поверхностью, также полупрозрачный. Идеален для имитации гибкости резины или TPU.
-
Биосовместимая прозрачная смола (BioMed Clear Resin) — прозрачный, твердый, прочный и износостойкий материал для биосовместимых применений, требующих длительного контакта с кожей (>30 дней), путей дыхательных газов и контакта со слизистой оболочкой (>30 часов) или кратковременного контакта с костной, тканевой тканью и дентином (до 24 часов).
-
Биосовместимая эластичная смола 50A (BioMed Elastic 50A Resin) — мягкий, эластичный и прозрачный материал для биосовместимых применений, требующих комфорта и длительного контакта с кожей (>30 дней) или кратковременного контакта со слизистой оболочкой (до 24 часов).
-
Биосовместимая гибкая смола 80A (BioMed Flex 80A Resin) — прочный, гибкий и прозрачный материал для биосовместимых применений, требующих долговечности и длительного контакта с кожей (>30 дней) или кратковременного контакта со слизистой оболочкой (до 24 часов).
В этом руководстве мы рассмотрим различные методы финишной обработки для создания прозрачных 3D-печатных деталей для самых разных применений — от оптики до световодов и жидкостных систем. Методы варьируются от быстрых решений для достаточной прозрачности до специальных техник для создания оптически чистых деталей.
Применение прозрачной 3D-печати

Прозрачные 3D-модели идеально подходят для создания прозрачных прототипов, демонстрации внутренних полостей и деталей, корпусов для светодиодов, создания окон или печати прозрачных анатомических моделей и медицинских устройств.
Formlabs и наши клиенты использовали прозрачную смолу для создания полностью оптически прозрачной линзы для напечатанной на 3D-принтере камеры, плиток для инсталляции линзы Френеля на Таймс-сквер, световодов, призм, миллифлюидных устройств и многого другого.
Инженер по применению Formlabs Амос Дадли спроектировал и напечатал на 3D-принтере линзу для полностью напечатанной камеры.
Можно ли печатать акрил на 3D-принтере?
Да, но с оговорками. Полиметилметакрилат (ПММА), широко известный как акрил, — это прозрачный термопластик, который обычно используется как более прочная альтернатива стеклу. Хотя печатать акрил на FDM 3D-принтерах возможно, это не очень удобно, так как сам материал токсичен и склонен к короблению, а детали получаются лишь полупрозрачными из-за более низкого разрешения FDM-принтеров.
Для печати полностью прозрачных деталей, похожих на акрил, мы рекомендуем использовать SLA 3D-принтер с прозрачной смолой, а затем подвергнуть детали постобработке для достижения полной прозрачности одним из методов, упомянутых в этой статье. Использование акрилового спрея — один из таких методов.
Методы постобработки прозрачных 3D-отпечатков
Мы протестировали несколько техник постобработки деталей, напечатанных из прозрачной смолы. В этой статье мы рассмотрим ручную шлифовку, прозрачное покрытие и погружение в смолу. Каждый вариант финишной обработки требует разных уровней усилий в зависимости от степени прозрачности и качества поверхности, которую требует ваша деталь.
1. Ручная шлифовка и полировка
-
Применение: Ручная шлифовка и полировка могут быть эффективны для простых форм с малым количеством деталей, но меньше подходят для сложных моделей. Достичь полной оптической прозрачности этим методом очень сложно.
Вам придется шлифовать до очень мелкой зернистости, чтобы вручную довести прозрачную деталь, но при определенных усилиях можно отшлифовать и отполировать детали до прозрачности лупы. Однако полностью устранить все линии слоев ручной обработкой очень сложно — вы можете заметить микроцарапины, если посмотрите на деталь под острым углом на свету. -
Инструкция: Используйте набор наждачной бумаги с постепенно увеличивающейся зернистостью, чтобы сгладить поверхность, а затем отполируйте деталь средством для чистки акрила и микрофибровой тканью.
Примерно на зернистости 3000 прозрачные 3D-печатные детали становятся глянцевыми и очень гладкими на ощупь. На зернистости 12000 они становятся отражающими. Попробуйте использовать набор наждачной бумаги и микросетки с зернистостью от 400 до 12000 с шагом в 200, медленно и тщательно очищая детали между сменами зернистости и устраняя царапины от предыдущего уровня, прежде чем переходить к следующему. -
Совет: Если вам нужна только полупрозрачность, просто используйте минеральное масло, чтобы создать ровную отделку и скрыть любые светлые пятна на детали.
Мы протестировали различные методы полировки прозрачных 3D-отпечатков: от ручной шлифовки и напыления покрытия до погружения в смолу.
2. Напыление покрытия (Спрей)
-
Применение: Напыление покрытия — это простой и быстрый способ улучшить прозрачность деталей без значительной потери детализации. Этот метод эффективен для всех видов моделей, так как он способен покрыть сложные детали, до которых трудно добраться обычной шлифовкой и полировкой.
Прозрачное покрытие само по себе помогает скрыть линии слоев и защищает детали от воздействия УФ-излучения, которое может вызвать пожелтение и непреднамеренное дозревание. Если вы ищете гладкую, стеклоподобную поверхность, выполните технику ручной шлифовки и полировки перед нанесением покрытия; чем тщательнее шлифовка, тем лучше прозрачность. Этот дополнительный шаг отлично подходит для постобработки прототипов, которые должны выглядеть как полностью прозрачный пластик, например, упаковки, бутылок и микрофлюидики. -
Инструкция: Существует несколько вариантов прозрачного покрытия для 3D-печати, от недорогих спреев до продуктов, требующих специального помещения и инструментов.
-
Универсальные аэрозольные краски с прозрачным покрытием: Существует широкий выбор качественных и доступных спреев. Мы рекомендуем использовать 2K прозрачное покрытие.
-
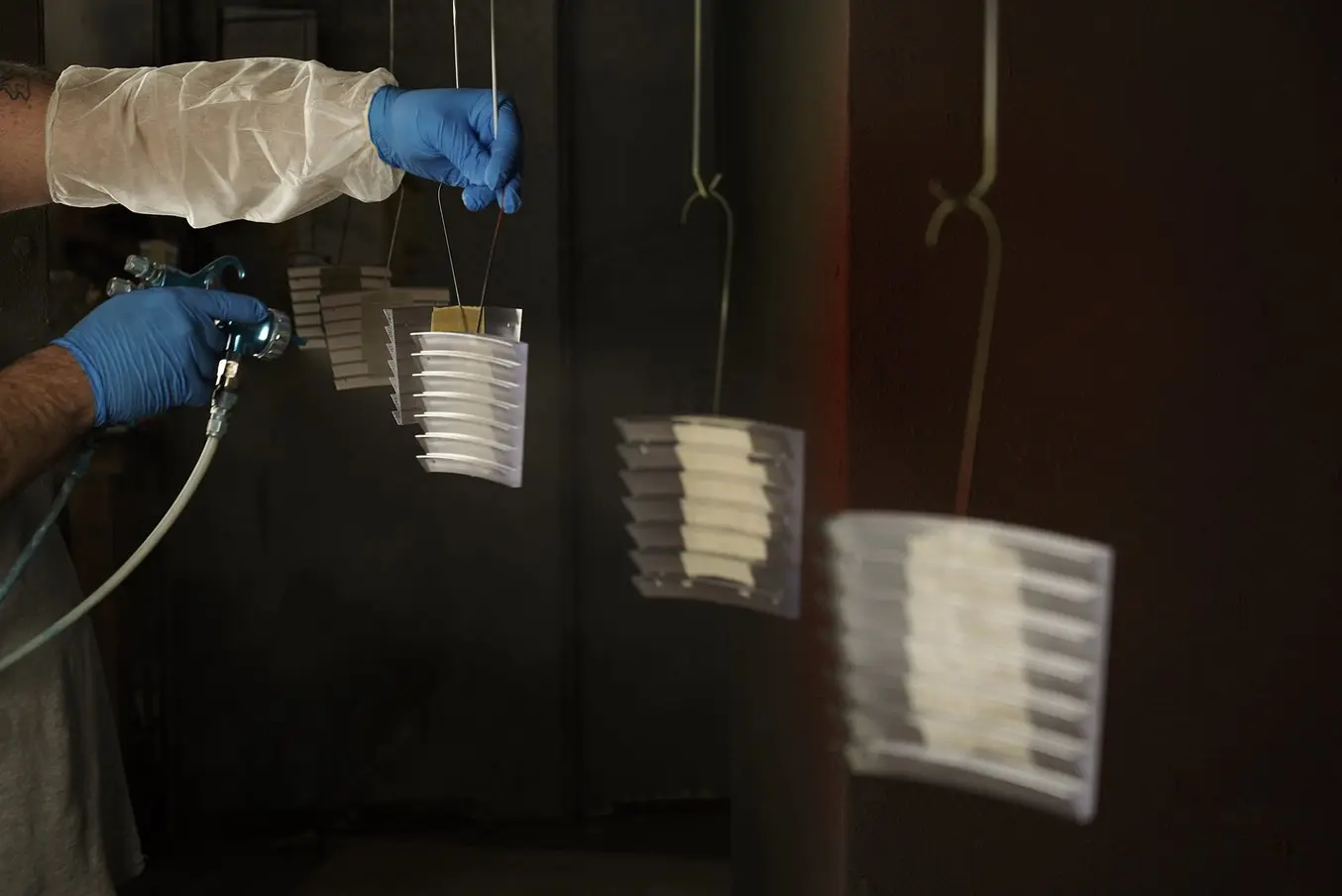
Автомобильные спреи: Алкидно-уретановые покрытия с высоким содержанием твердых частиц обеспечивают очень высокий глянец и предназначены для воздушной сушки и термообработки, но требуют краскопульта, специального помещения для напыления, а также грунтового слоя.
Для напыления покрытия начните с чистой, сухой детали, уже промытой в изопропиловом спирте (IPA). Не подвергайте деталь дозреванию перед напылением, так как это может вызвать пожелтение. Дайте детали высохнуть на воздухе. Когда она полностью высохнет, нанесите два-три слоя спрея в безпыльной среде.
-
-
Совет: За плату автомастерские могут нанести для вас покрытие с помощью спрея, такого как Lesonal Universal Clear. В большинстве случаев эти мастерские используют легкий растворитель, например, нафту, для очистки и подготовки поверхности детали перед покраской.
Для инсталляции «Окно в сердце» на Таймс-сквер команды Formlabs и Aranda/Lasch сотрудничали с автомастерской для напыления покрытия Lesonal Universal Clear на каждую плитку.
3. Покрытие смолой (Погружение)
-
Применение: Этот метод лучше всего подходит, когда вам нужны очень прозрачные детали, и работает только на плоских или почти плоских поверхностях, таких как линза или окно во внутреннюю часть детали.
Погружение в смолу дает детали исключительно гладкими, с четкими и яркими отражениями на поверхности.
Эту технику можно использовать для создания еще более гладкой поверхности деталей, напечатанных из других SLA-материалов, хотя это может уменьшить детализацию. -
Инструкция: Нанесите прозрачную смолу на деталь каплями из шприца или погрузите деталь, как требуется. Вязкая смола заполнит слои и царапины на детали, образуя совершенно гладкую поверхность.
Слой смолы должен быть как можно тоньше, но при этом устранять линии слоев. Удалите пузырьки воздуха шприцем. Полностью подвергните деталь дозреванию с помощью соответствующих настроек, затем повторите процесс для другой стороны, снова погрузив и проведя дозревание.
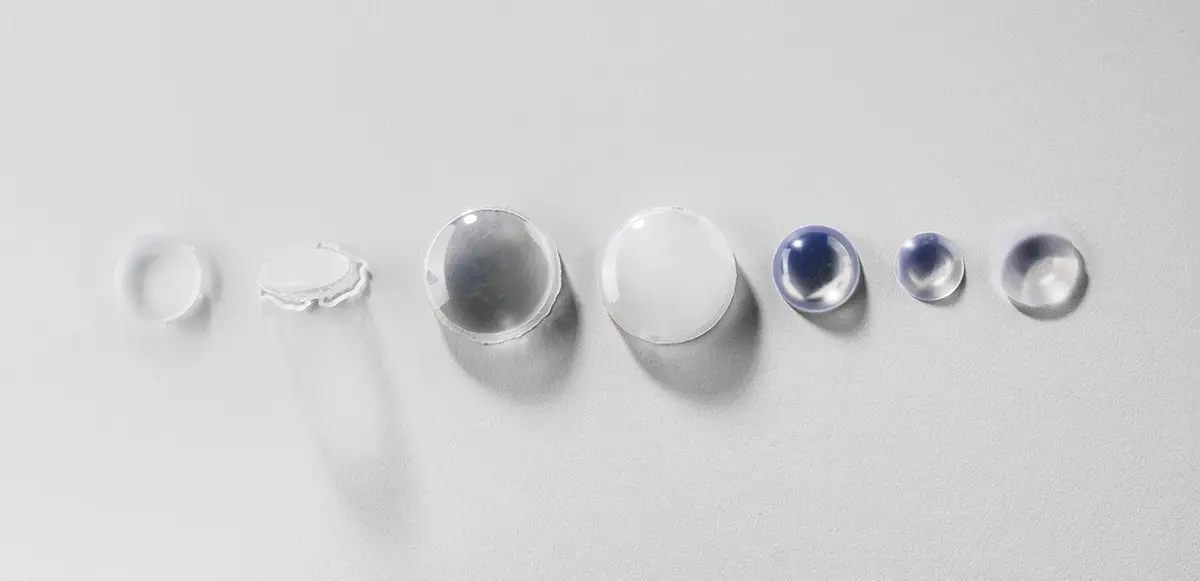
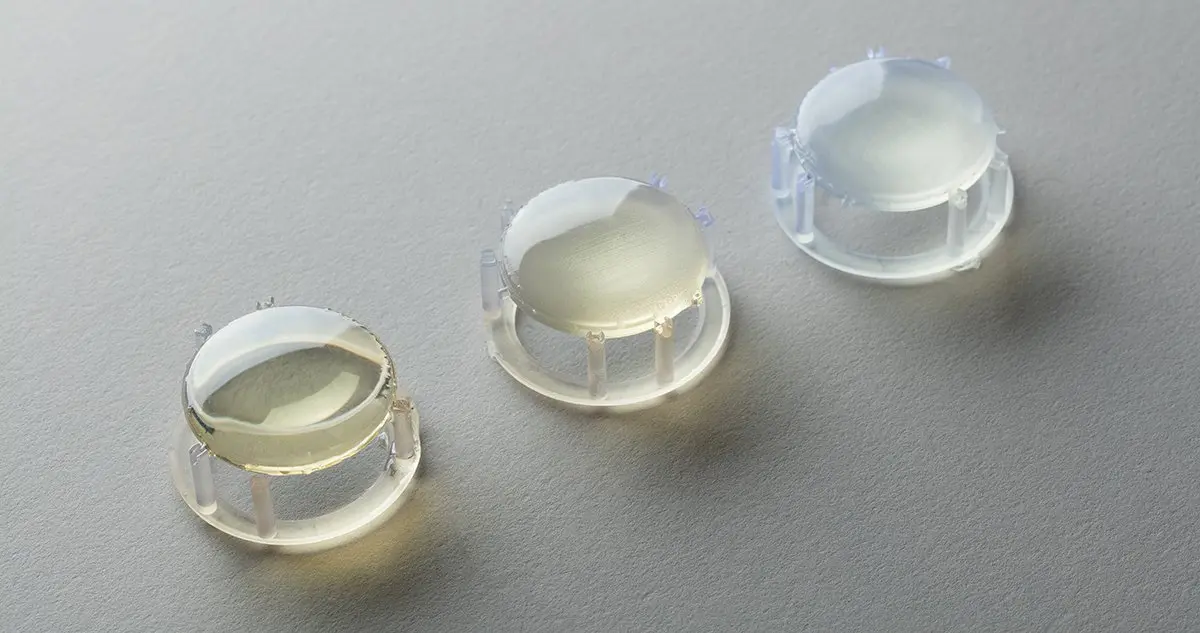
Три стадии процесса погружения линз в смолу, финальная линза — слева.
-
-
-
Примечание: Процесс погружения слегка изменяет фокусное расстояние линз. Для нашей напечатанной линзы камеры инженер по применению Formlabs Амос Дадли разработал и напечатал устройство для тестирования линз.
}} "3D принтер Phrozen Sonic Mega 8K V2 10083")
}} "3D принтер Phrozen Sonic XL 4K PLUS 10084")
}} "3D принтер Formlabs Form 4 10122")
}} "3D принтер Formlabs Form 4L 10123")